Preparation method for Ti-Al system gradient protective screen material
A protective screen and ti-al technology, applied in the direction of welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve the problems of perforation, peeling, ceramic panel fracture, insufficient protection performance, etc., to reduce the activation energy of diffusion, promote diffusion, The effect of increasing the sample contact area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0052] The titanium alloy sheet 4 and the aluminum alloy sheet 3 are diffusely connected, wherein the titanium alloy sheet is a Ф100*0.5mmTC4 titanium alloy sheet, the aluminum alloy sheet is a Ф100*4.2mm 1060 aluminum sheet, and the density after the connection is 13.59g / ㎡. Ensure that the surface roughness of the sample before welding is: the roughness value Sa of Ti is 109.90 μm, and the roughness value Sa of Al is 101.43 μm. When the samples to be welded are placed, the scratch directions remain parallel. Diffusion bonding process conditions are: welding temperature 410℃, holding time 120min, welding pressure 20MPa. The LY12 aluminum pellet with a diameter of 9.9mm is used for the dynamic loading of the second-stage light gas gun. The initial impact velocity is 3.08km / s.
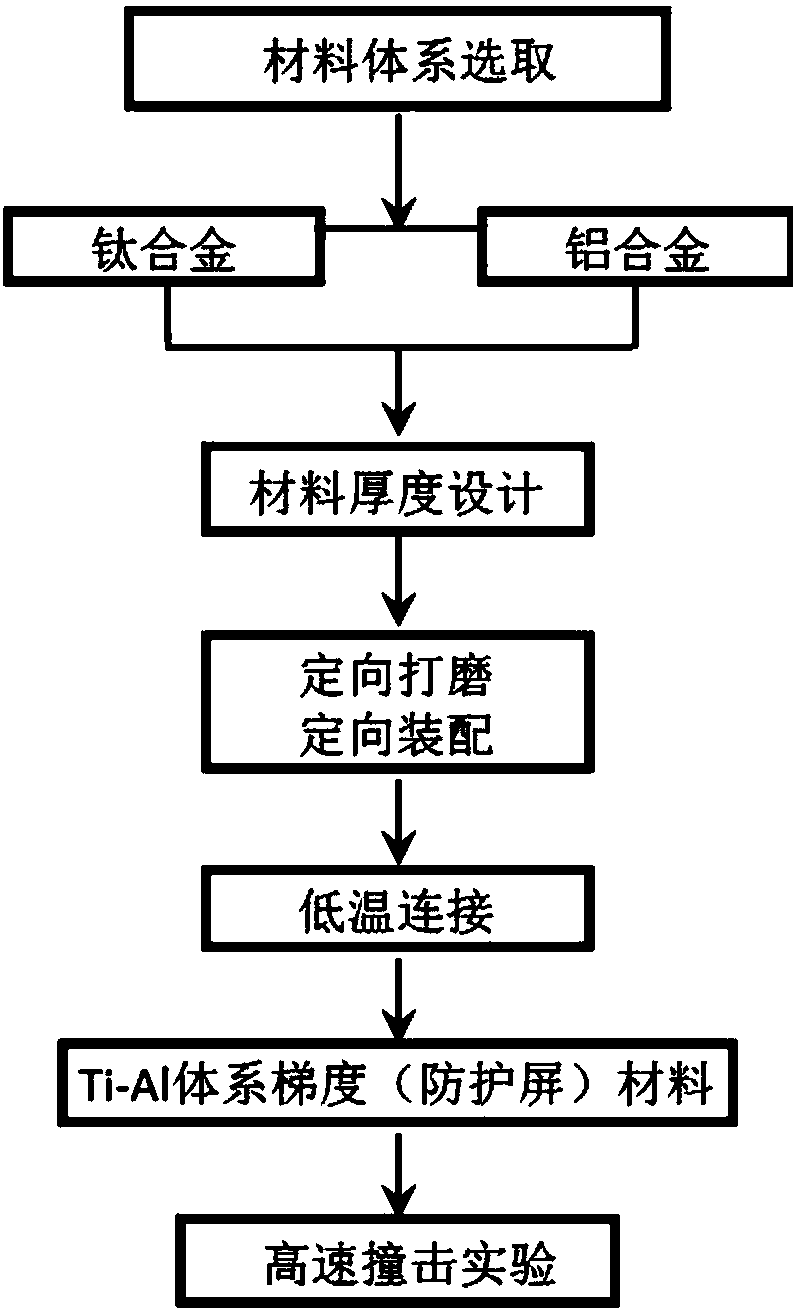
[0053] See figure 1 , The specific steps for preparing Ti-Al system gradient shield material are as follows:
[0054] 1. Directional polishing:
[0055] The base material titanium alloy sheet and aluminum all...
Embodiment 2
[0068] Diffusion join the titanium alloy sheet and the aluminum alloy sheet. The titanium alloy sheet is a Ф100*0.5mmTC4 titanium alloy sheet, and the aluminum alloy sheet is a Ф100*4.2mm 1060 aluminum sheet. The density after the connection is 13.59g / ㎡. Ensure that the surface roughness of the sample before welding is: Ti roughness value Sa is 101.90μm, Al roughness value Sa is 111.43μm, when the sample to be welded is placed, the scratch direction remains parallel. Diffusion bonding process conditions are: welding temperature 410℃, holding time 120min, welding pressure 20MPa. The LY12 aluminum pellet with a diameter of 9.9mm is used for the dynamic loading of the second-stage light gas gun. The initial impact velocity is 3.08km / s.
[0069] See figure 1 , The specific steps for preparing Ti-Al system gradient shield material are as follows:
[0070] 1. Directional polishing:
[0071] The base material titanium alloy sheet and aluminum alloy sheet are cut into the required size by ...
Embodiment 3
[0081] Diffusion join the titanium alloy sheet and the aluminum alloy sheet. The titanium alloy sheet is a Ф100*0.5mmTC4 titanium alloy sheet, and the aluminum alloy sheet is a Ф100*4.2mm 1060 aluminum sheet. The density after the connection is 13.59g / ㎡. Ensure that the surface roughness of the sample before welding is: the roughness value Sa of Ti is 69.12μm, and the roughness value Sa of Al is 67.91μm. When the samples to be welded are placed, the scratch directions remain parallel. Diffusion bonding process conditions are: welding temperature 410℃, holding time 120min, welding pressure 20MPa.
[0082] The specific steps for preparing the Ti-Al system gradient shield material are as follows:
[0083] 1. Directional polishing:
[0084] The base material used was cut into the required size by wire cutting, and ultrasonically cleaned with acetone solution for 10 minutes. Use a surface grinder to process the titanium alloy sheet and the aluminum alloy sheet into a sheet with a parall...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Areal density | aaaaa | aaaaa |
| Roughness value | aaaaa | aaaaa |
| Roughness value | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More