

Salt bath nitriding treatment method for compressor high-speed steel sliding sheet
A technology of salt bath nitridation and treatment method, applied in the field of chemistry, can solve the problems of increased production cost, increased production cycle, inability to ensure that a white bright layer is not formed, etc., and achieves the effects of high control precision and controlled compound formation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
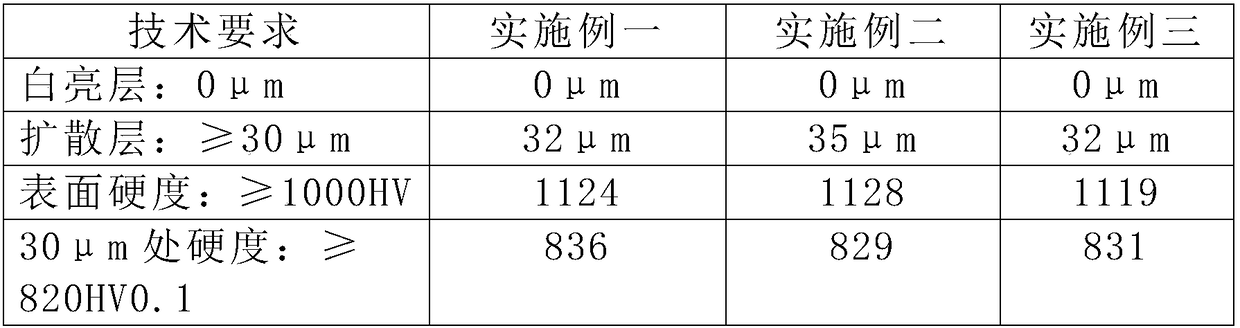
Embodiment 1
[0016] A salt bath nitriding method for compressor high-speed steel sliding vanes is carried out in the following sequence:
[0017] The first step of pre-processing: including clamping the workpiece and cleaning the workpiece; specifically, the workpiece is clamped by placing the compressor high-speed steel slide with the R side facing upward and slightly inclined in the fixture; then placing the compressor high-speed steel The slide clamps are put into an ultrasonic cleaning machine for cleaning, and after cleaning, they are taken out and air-dried. Compared with cleaning and then clamping, the process of clamping the workpiece first and then cleaning the workpiece can avoid additional contamination of the blade during clamping, which affects product quality.
[0018] The second step of preheating: Put the fixture with the workpiece into the salt bath furnace for preheating, the temperature is 360℃, and the time is 15 minutes.
[0019] The third step of salt bath nitriding treatme...
Embodiment 2
[0023] A salt bath nitriding method for compressor high-speed steel sliding vanes is carried out in the following sequence:
[0024] The first step of pre-processing: including clamping the workpiece and cleaning the workpiece; specifically, the workpiece is clamped by placing the compressor high-speed steel slide with the R side facing upward and slightly inclined in the fixture; then placing the compressor high-speed steel The slide clamps are put into an ultrasonic cleaning machine for cleaning, and after cleaning, they are taken out and air dried. Compared with cleaning and then clamping, the process of clamping the workpiece first and then cleaning the workpiece can avoid additional contamination of the blade during clamping, which affects product quality.
[0025] The second step of preheating: Put the fixture with the workpiece into the salt bath furnace for preheating, the temperature is 380℃, and the time is 14 minutes.
[0026] The third step of salt bath nitriding treatme...
Embodiment 3
[0030] A salt bath nitriding method for compressor high-speed steel sliding vanes is carried out in the following sequence:
[0031] The first step of pre-processing: including clamping the workpiece and cleaning the workpiece; specifically, clamping the workpiece is to place the compressor high-speed steel sliding plate with the R side up and slightly inclined in the fixture; then place the compressor high-speed steel The slide clamps are put into an ultrasonic cleaning machine for cleaning, and after cleaning, they are taken out and air dried. Compared with cleaning and then clamping, the process of clamping the workpiece first and then cleaning the workpiece can avoid additional contamination of the blade during clamping, which affects product quality.
[0032] The second step of preheating: load the fixture with the workpiece into the salt bath furnace for preheating, the temperature is 400℃, and the time is 12 minutes.
[0033] The third step of salt bath nitriding treatment: t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More