

Grinding unit for high speed train and preparation method of grinding unit
A technology for high-speed EMUs and abrasives, which can be used in vehicle maintenance, vehicle cleaning, metal processing equipment, etc., and can solve the problems that the application is not fully mature.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
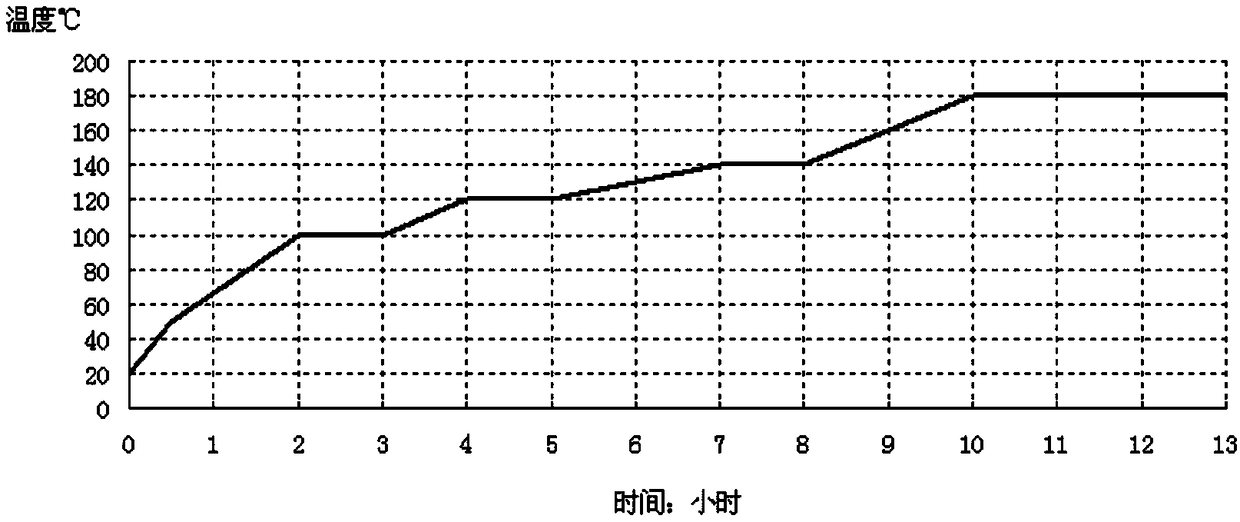
[0054] The invention provides a method for preparing a grinding wheel for high-speed EMUs, which includes the following steps: the selected raw materials are weighed, mixed, steel back surface treated, glue sprayed, hot-pressed and heat-treated according to the ratio, and the specific steps are as follows :
[0055] 1) Weighing:
[0056] According to the proportion of the raw material of the grinding sub, use an electronic scale with a suitable range and precision to accurately weigh the required amount of material; put different raw materials in different marked material boxes and make records for easy traceability.
[0057] 2) Mixing:
[0058] a) The present invention uses a rake type mixer for mixing, which can solve the problem of mixing uniformity of most asbestos-free mineral fibers and organic fibers with fillers, resins, and powdered rubber.
[0059] b) Put the prepared materials into the mixer, close the feed port; set the coulter to run for 20-25 minutes, and the h...
Embodiment 1
[0082] Embodiment 1, a kind of grinder for high-speed EMU and preparation method thereof
[0083] A grinding wheel for a high-speed EMU, the grinding wheel is composed of a steel back and a friction material, and the friction material includes the following raw materials and weight ratios, as shown in Table 1.
[0084] Table 1. Raw materials and weight ratio of friction materials
[0085] serial number
Weight ratio
1
Phenolic Resin
10%
2
Reduced iron powder
52%
3
4.9%
4
Aluminum oxide
7%
5
17%
6
4%
7
4%
8
1%
9
0.1%
[0086] The preparation method of a grinding wheel for a high-speed EMU includes the following steps: the selected raw materials are weighed according to the weight ratio, mixed, steel back surface treatment, glue sprayin...
Embodiment 2
[0099] Embodiment 2, a kind of grinder for high-speed EMU and preparation method thereof
[0100] A grinding wheel for a high-speed EMU, the grinding wheel is composed of a steel back and a friction material, and the friction material includes the following raw materials and weight ratios, as shown in Table 2.
[0101] Table 2. Raw materials and weight ratios of friction materials
[0102] serial number
Weight ratio
1
Phenolic Resin
9%
2
powdered nitrile rubber
4%
3
Reduced iron powder
58%
4
2.5%
5
Aluminum oxide
4%
6
steel fiber
16.5%
7
3.5%
8
Aramid fiber
2%
9
0.5%
[0103] The preparation method of a grinding wheel for a high-speed EMU includes the following steps: the selected raw materials are weighed according to the weight ratio, mixed, steel back surface treatment, glue spraying, h...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Liquidity | aaaaa | aaaaa |
| Fineness | aaaaa | aaaaa |
| Fineness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More