

Spraying coating for aluminum-plated silicon wire sink roller and preparation method thereof
A sunken roller and coating technology, which is applied in the direction of coating, metal material coating process, melt spraying, etc., can solve the problems of surface performance and service life reduction of aluminum-silicon wire sunken rollers, and achieve good anti-sticking aluminum slag performance , High powder utilization rate, cost-saving effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] This embodiment includes the following steps:
[0027] 1. Pretreatment before spraying of sinking roller
[0028] (1) Derust and decontaminate the surface of the sinking roller until the surface of the roller is smooth;
[0029] (2) For the sandblasting treatment on the surface of the sunken roller after the above step (1) treatment, use a direct shot sandblasting machine, carry out sandblasting and roughening treatment on the surface of the sunken roller by the mechanical hand-held sandblasting gun in the sandblasting room, and use 20 ~60 mesh white corundum sand, the surface roughness of the roller reaches Ra3~8 after sandblasting.
[0030] 2. Supersonic spraying, turn on the equipment for spraying
[0031] (1) spray gun: optional spray gun;
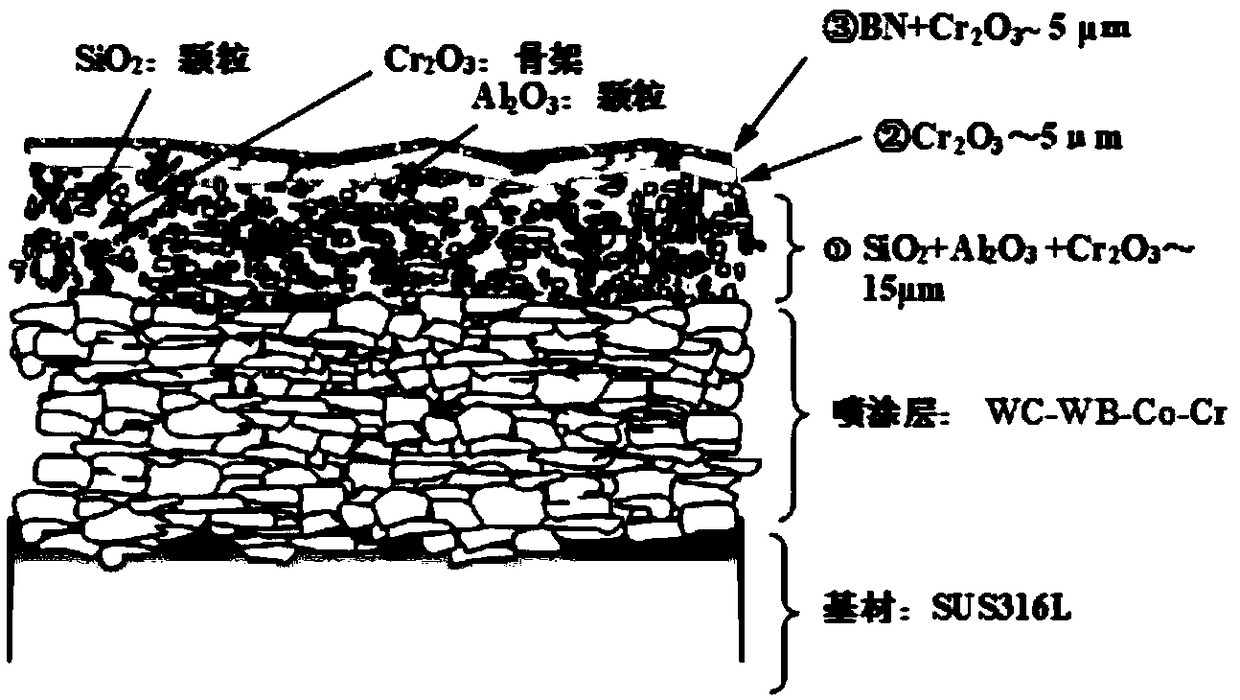
[0032] (2) Spraying material: WC-WB-Co-Cr 60 / 30 / 5 / 5, the composition is C: 3.5~4.5%, B: 1~2%, Co: 4~6%, Cr: 4~6% , the rest is W; powder particle size range 10 ~ 45μm.
[0033] (3) Oxygen consumption: 800 standard liters / ...
Embodiment 2
[0044] This embodiment includes the following steps:
[0045] 1. Pretreatment before spraying of sinking roller
[0046] (1) Derust and decontaminate the surface of the sinking roller until the surface of the roller is smooth;
[0047] (2) For the sandblasting treatment on the surface of the sunken roller after the above step (1) treatment, use a direct shot sandblasting machine, carry out sandblasting and roughening treatment on the surface of the sunken roller by the mechanical hand-held sandblasting gun in the sandblasting room, and use 20 ~60 mesh white corundum sand, the surface roughness of the roller reaches Ra3~8 after sandblasting.
[0048] 2. Supersonic spraying, turn on the equipment for spraying
[0049] (1) spray gun: optional spray gun;
[0050] (2) Spraying material: WC-WB-Co-Cr 60 / 30 / 5 / 5, the composition is C: 3.5~4.5%, B: 1~2%, Co: 4~6%, Cr: 4~6% , the rest is W; powder particle size range 10 ~ 45μm.
[0051] (3) Oxygen consumption: 830 standard liters / ...
Embodiment 3
[0063] This embodiment includes the following steps:
[0064] 1. Pretreatment before spraying of sinking roller
[0065] (1) Derust and decontaminate the surface of the sinking roller until the surface of the roller is smooth;
[0066] (2) For the sandblasting treatment on the surface of the sunken roller after the above step (1) treatment, use a direct shot sandblasting machine, carry out sandblasting and roughening treatment on the surface of the sunken roller by the mechanical hand-held sandblasting gun in the sandblasting room, and use 20 ~60 mesh white corundum sand, the surface roughness of the roller reaches Ra3~8 after sandblasting.
[0067] 2. Supersonic spraying, turn on the equipment for spraying
[0068] (1) spray gun: optional spray gun;
[0069] (2) Spraying material: WC-WB-Co-Cr 60 / 30 / 5 / 5, the composition is C: 3.5~4.5%, B: 1~2%, Co: 4~6%, Cr: 4~6% , the rest is W; powder particle size range 10 ~ 45μm.
[0070] (3) Oxygen consumption: 860 standard liters / ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More