

Internal powder feeding type high-energy plasma spraying manufacturing method of refractory metal heavy load wear-proof coating
A technology of high-energy plasma and refractory metal, which is applied in the direction of metal material coating process, coating, fusion spraying, etc., can solve the problems that affect the service life of metal parts, aggravate the wear of coated parts, and plow the surface of the counterpart , to achieve the effects of shortening the hardness difference, denser coating and strong crack growth resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] In this embodiment, 20Cr13 martensitic stainless steel discs are used as the substrate, the size is Φ43×5mm, and the mass percentages are: 0.16 to 0.25% of C, ≤1.0% of Si, ≤1.0% of Mn, ≤0.035% of P, ≤ 0.03 of S, ≤0.6 of Ni, 12-14% of Cr and the balance of Fe.
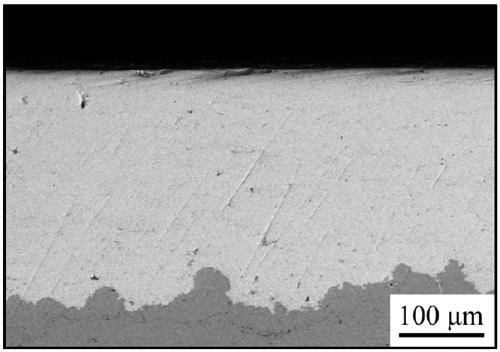
[0038] The coating is a high wear-resistant coating with a thickness of 300 μm on the surface of the stainless steel disc, and the coating material is Mo metal powder.
[0039] The particle diameter of the Mo metal powder ranges from 22 to 60 μm; the purity of Mo in the metal powder is greater than or equal to 99% by weight percentage.
[0040] The specific implementation steps for preparing a high wear-resistant coating on the surface of stainless steel discs by using the internal powder-feeding high-energy plasma spraying method are as follows:
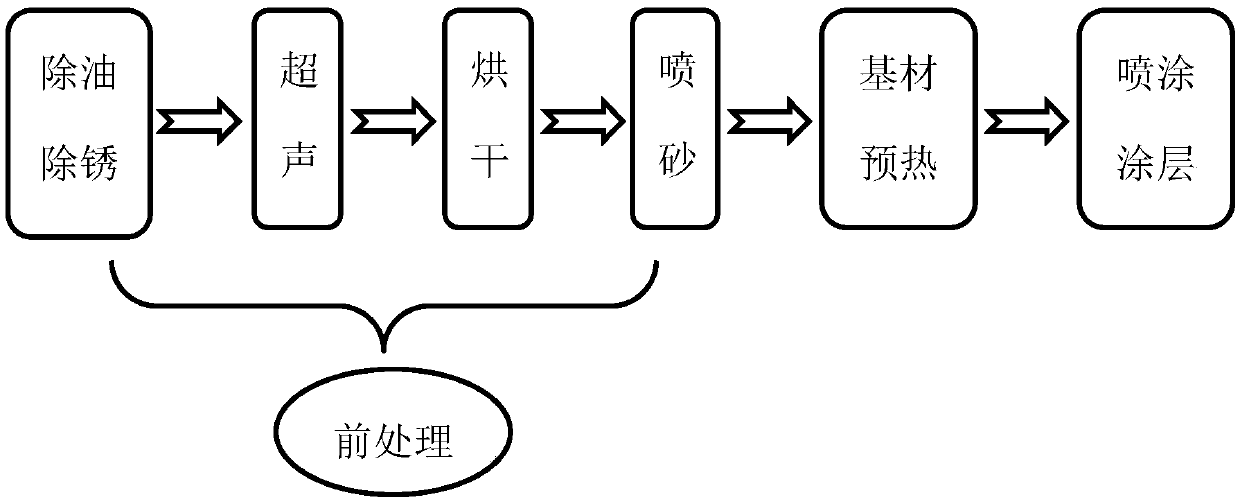
[0041] 1) Substrate surface pretreatment
[0042] The surface of the stainless steel wafer as the substrate is first degreased, decontaminated, polished and derusted...
Embodiment 2
[0047] In this embodiment, the material of the ball valve core is 40Cr13 martensitic stainless steel as the matrix, the size is Φ43×5mm, and the mass percentages are: 0.36-0.45% C, ≤0.6% Si, ≤0.80% Mn, ≤0.035% P of ≤0.03%, S of ≤0.6%, Ni of ≤0.6%, Cr of 12~14%, and the balance is Fe.
[0048] The coating is a high wear-resistant coating with a thickness range of 350 μm on the surface of the ball valve, and the coating material is Mo metal powder.
[0049] The particle diameter of the Mo metal powder ranges from 22 to 60 μm; the purity of Mo in the metal powder is greater than or equal to 99% by weight percentage.
[0050] The specific implementation steps for preparing the high wear-resistant coating on the surface of the valve core sphere by using the internal powder-feeding high-energy plasma spraying method are as follows:
[0051] 1) Substrate surface pretreatment
[0052] The surface of the spool sphere as the base material is first degreased, decontaminated, polished a...
Embodiment 3
[0057] In this embodiment, the gear material of the automobile gearbox is 20CrMnTi carburized steel as the matrix, the size is Φ43×5mm, and the mass percentages are: 0.17~0.23% of C, 0.17~0.37% of Si, 0.8~1.1% of Mn, ≤0.03 % of P, ≤0.03% of S, ≤0.04% of Ti, ≤0.03% of Cu, ≤0.03% of Ni, 1.0-1.3% of Cr and the balance being Fe.
[0058] The coating is a high wear-resistant coating with a thickness range of 380 μm on the gear surface, and the coating material is Mo metal powder.
[0059] The particle diameter of the Mo metal powder ranges from 22 to 60 μm; the purity of Mo in the metal powder is greater than or equal to 99% by weight percentage.
[0060] The specific implementation steps of preparing the high wear-resistant coating on the surface of the gear by using the internal powder feeding high-energy plasma spraying method are as follows:
[0061] 1) Substrate surface pretreatment
[0062] The surface of the gear as the base material is first degreased, decontaminated, pol...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| fracture toughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More