

Method for continuously preparing copper-based amorphous thin strip
A thin strip, amorphous technology, applied in the field of amorphous alloy preparation, can solve the problem that no specific process protection node and technical implementation plan, smelting temperature, heat preservation measures cooling rate, casting and rolling force and other detailed parameters are not disclosed. , to achieve the effect of small deformation, good heat conduction under pressure, and large cooling rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] Alloy composition: (Cu 60 Zr 20 Hf 10 Ti 10 ) 99.9 O 0.1 (Atomic percentage at.%, the same below);
[0039] Distribution method: deep roll gap cloth flow;
[0040] Preparation process:
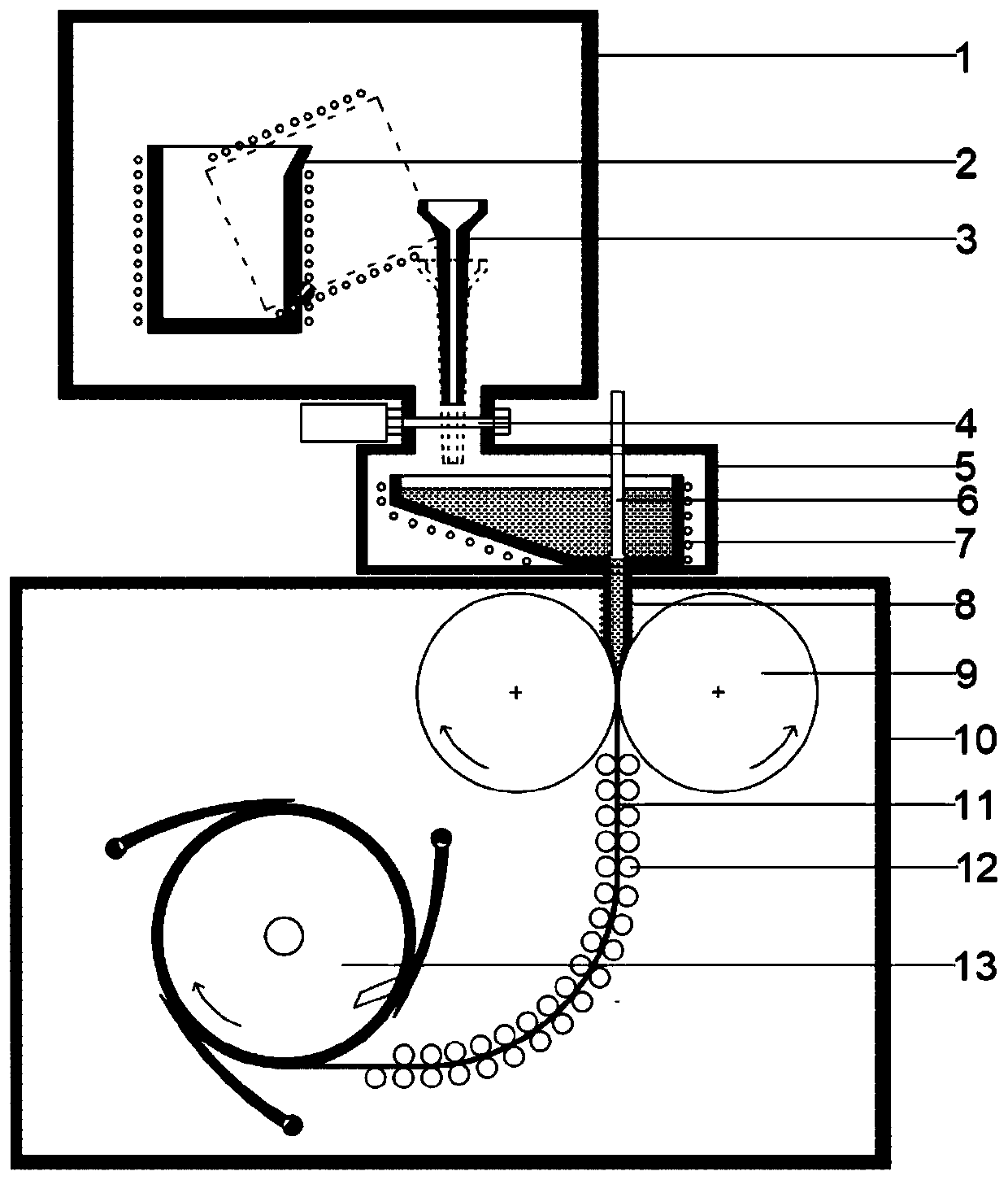
[0041] a. Prepare 20kg of raw materials according to atomic percentage, put them into a vacuum induction melting furnace, and evacuate to 0.05 Pa, heat the alloy raw materials until they are completely melted, and continue smelting at 1500°C for 10 minutes.
[0042] b. Turn off the vacuum pump, fill the vacuum induction melting furnace with 99.999% pure argon to atmospheric pressure, open the gate valve, lower the draft tube, and pass the alloy through the draft tube (the preheating temperature of the draft tube) (920℃) into the tundish protected by high-purity argon.
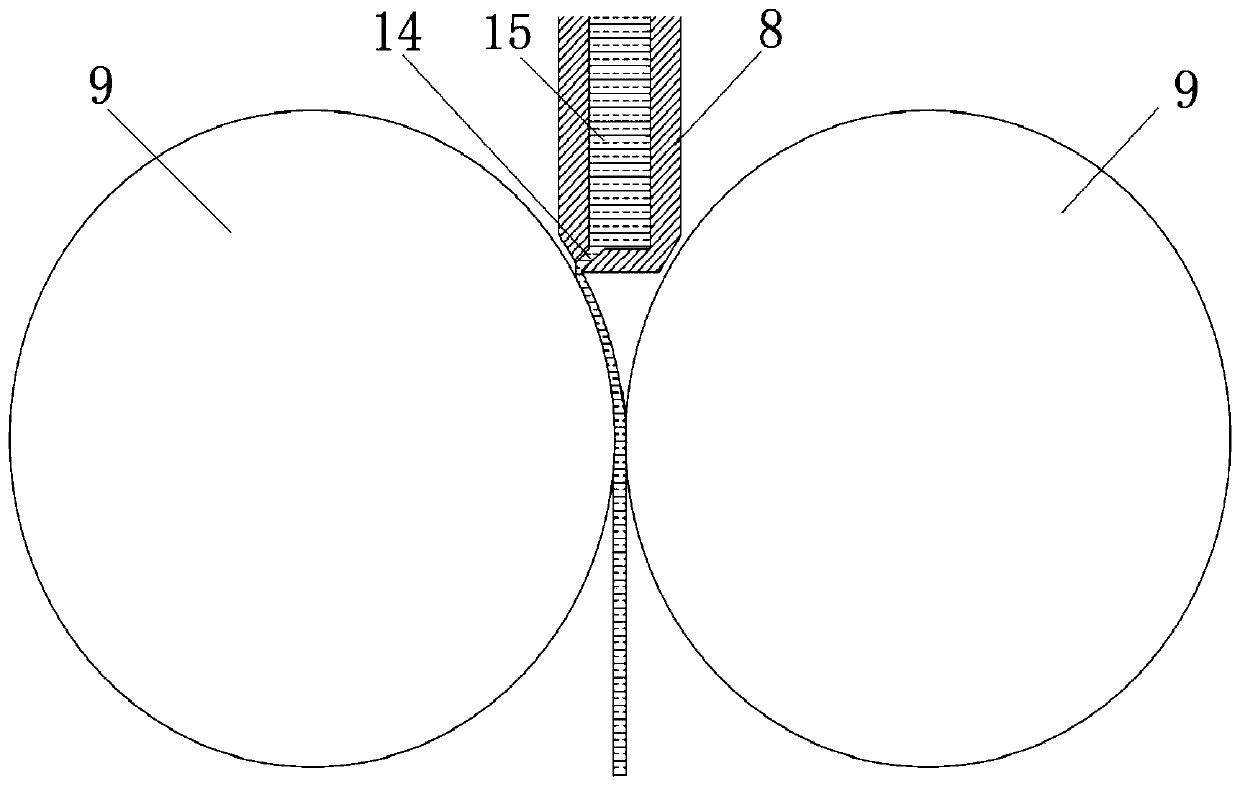
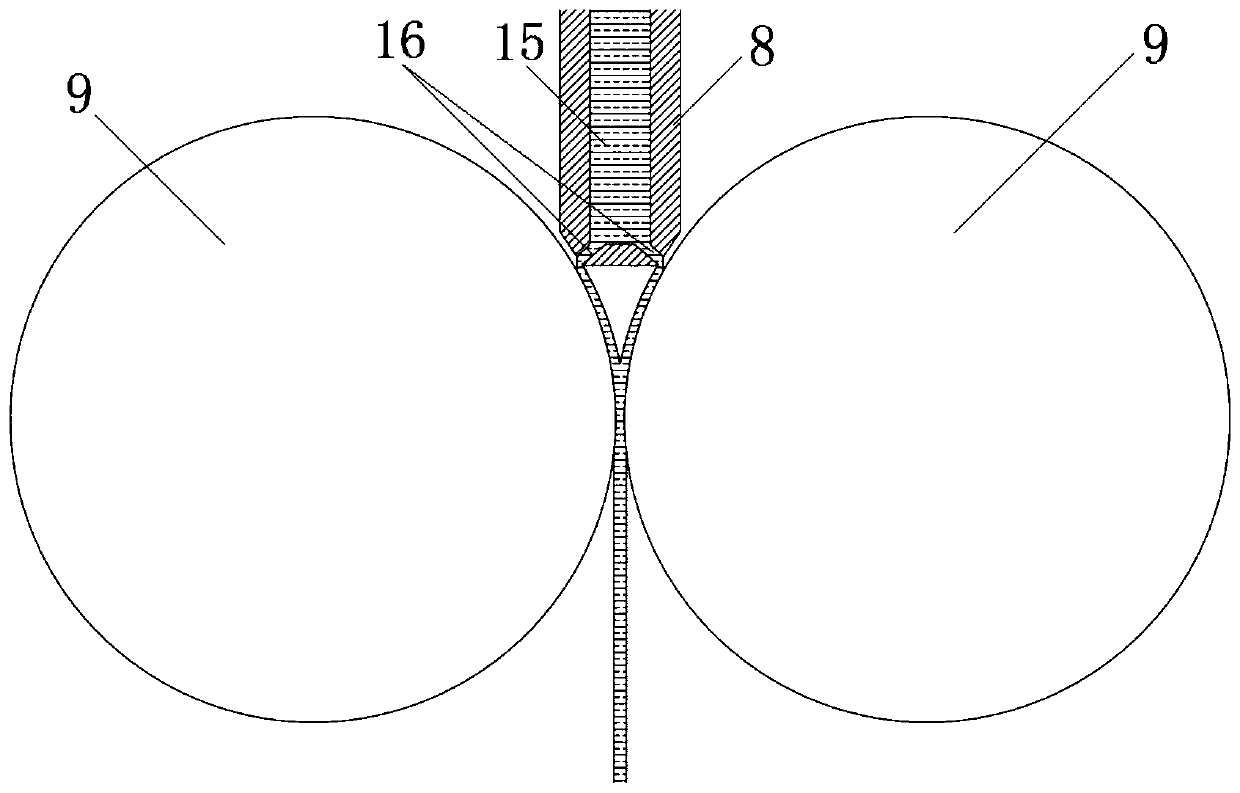
[0043] c. After the alloy is soaked in the tundish, open the stopper, and evenly distribute the alloy melt through the flow nozzle (the preheating temperature of the flow nozzle is 1150 ℃) into the roll gap of the casting roll, s...
Embodiment 2
[0048] Alloy composition: (Cu 46 Zr 42 Al 7 Y 5 ) 99.9 O 0.1 ;
[0049] Distribution method: deep roll gap cloth flow;
[0050] Preparation process:
[0051] a. Prepare 20kg of raw materials according to atomic percentage, put them into a vacuum induction melting furnace, and evacuate to 0.03Pa, heat the alloy raw materials until they are completely melted, and continue smelting at 1400°C for 20 minutes.
[0052] b. Turn off the vacuum pump, fill the vacuum induction melting furnace with 99.999% pure argon to atmospheric pressure, open the gate valve, lower the draft tube, and pass the alloy through the draft tube (the preheating temperature of the draft tube) (900℃) into the tundish protected by high-purity argon.
[0053] c. After the alloy is soaked in the tundish, open the stopper rod, and evenly distribute the alloy melt through the flow nozzle (the preheating temperature of the flow nozzle is 1100 ℃) into the roll gap of the casting roll, so that the alloy is quickly cooled and r...
Embodiment 3
[0058] Alloy composition: (Cu 60 Zr 20 Hf 10 Ti 10 ) 99.9 O 0.1 ;
[0059] Distribution method: deep roll gap cloth flow;
[0060] Preparation process:
[0061] a. Prepare 20kg of raw materials according to atomic percentage, put them into a vacuum induction melting furnace, and evacuate to 0.08Pa, heat the alloy raw materials until they are completely melted, and continue smelting at 1500°C for 10 minutes.
[0062] b. Turn off the vacuum pump, fill the vacuum induction melting furnace with 99.999% high-purity argon to atmospheric pressure, open the gate valve, lower the draft tube, and pass the alloy through the draft tube (the preheating temperature of the draft tube is 900 ℃) into the tundish protected by high-purity argon.
[0063] c. After the alloy is soaked in the tundish, open the stopper, and evenly distribute the alloy melt through the flow nozzle (the preheating temperature of the flow nozzle is 1150 ℃) into the roll gap of the casting roll, so that the alloy is quickly cool...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More