Anti-corrosion wear-resistance high chrome cast iron alloy and preparing method thereof
A high-chromium cast iron, wear-resistant technology, applied in the field of wear-resistant metal materials, can solve the problems of inability to guarantee the strength of high-chromium cast iron, high heat treatment temperature, unfavorable high-chromium cast iron, etc., to reduce the number and electromotive force, improve the absorption and impact resistance Ability, the effect of improving wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
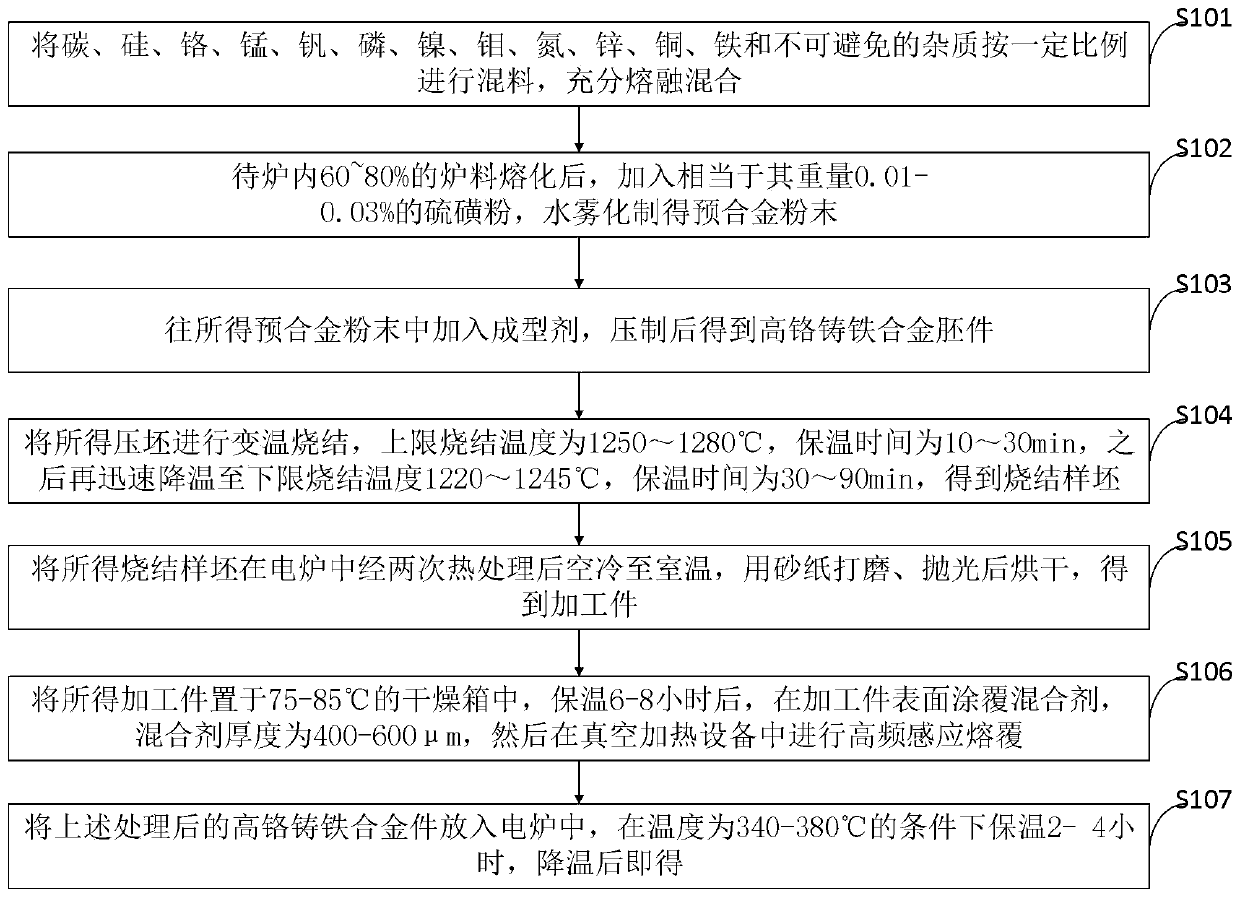
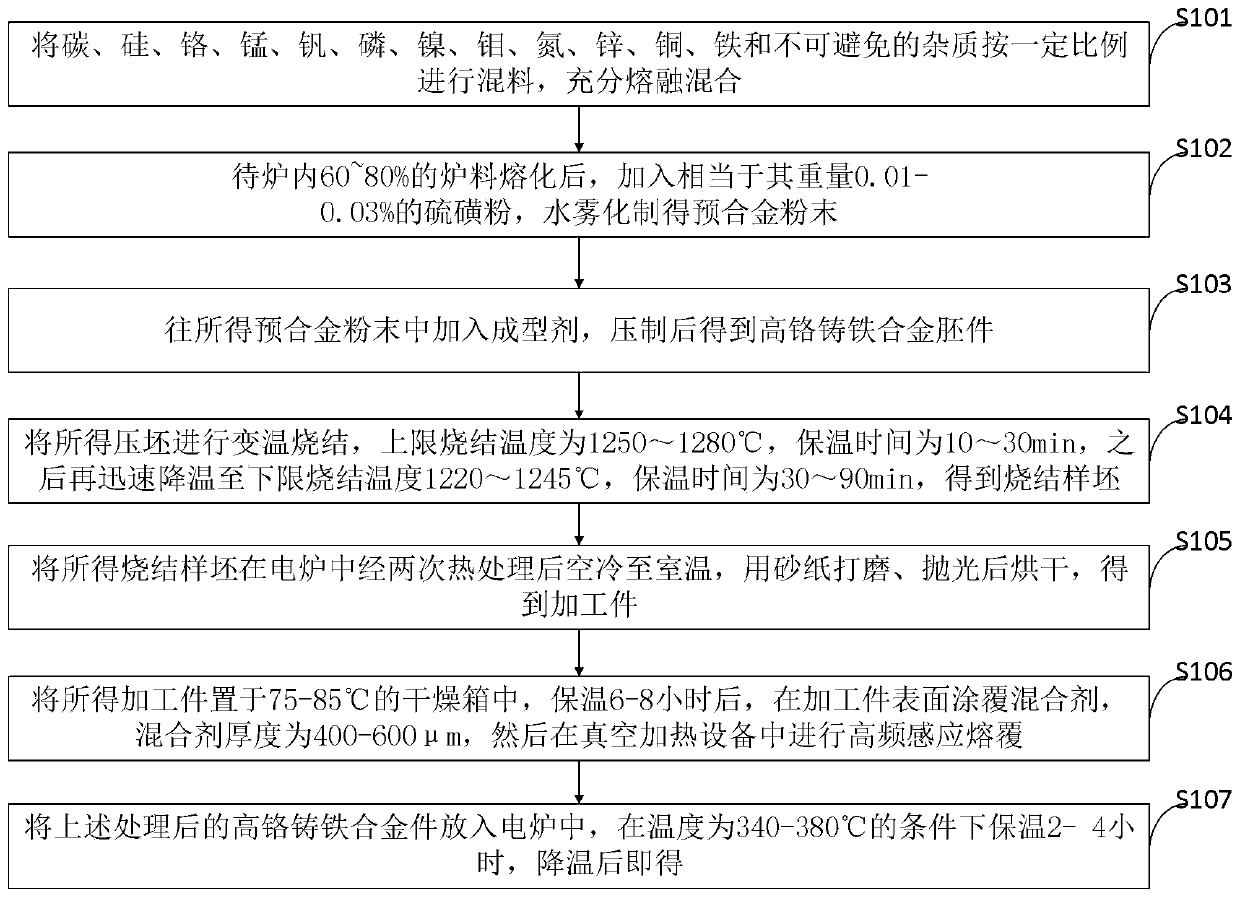
[0041] Such as figure 1 As shown, the preparation method of the anti-corrosion and wear-resistant high-chromium cast iron alloy provided by the embodiments of the present invention specifically includes:
[0042] S101, mixing carbon, silicon, chromium, manganese, vanadium, phosphorus, nickel, molybdenum, nitrogen, zinc, copper, iron and unavoidable impurities in a certain proportion, and fully melting and mixing;
[0043]S102, after 60-80% of the charge in the furnace is melted, add sulfur powder equivalent to 0.01-0.03% of its weight, and water atomize to prepare pre-alloyed powder;
[0044] S103, adding a molding agent to the obtained pre-alloyed powder, and pressing to obtain a high-chromium cast iron alloy blank;
[0045] S104, subjecting the obtained compact to variable temperature sintering, the upper limit sintering temperature is 1250-1280°C, the holding time is 10-30min, and then rapidly lower the temperature to the lower limit sintering temperature 1220-1245°C, and ...
Embodiment 1
[0060] In the first step, 0.8% carbon, 0.6% silicon, 18% chromium, 2.2% manganese, 0.2% vanadium, 0.01% phosphorus, 0.4% nickel, 0.2% molybdenum, 0.2% nitrogen, 0.06% of zinc, 14% of copper, 63% of iron and 0.33% of waste electrode blocks and scrap steel are fully melted and mixed;
[0061] In the second step, after 80% of the charge in the furnace is melted, add sulfur powder equivalent to 0.01% of its weight, and water atomize to obtain a pre-alloyed powder;
[0062] The third step is to add 0.8wt% styrene-butadiene rubber (SG) to the obtained pre-alloyed powder, and press it with a unidirectional steel mold, the pressure is 200MPa, and the holding time is 60s to obtain a high-chromium cast iron alloy blank;
[0063] The fourth step is to carry out variable temperature sintering of the obtained green compact, the upper limit sintering temperature is 1250°C, the holding time is 10 minutes, and then quickly lower the temperature to the lower limit sintering temperature 1220°C,...
Embodiment 2
[0068] In the first step, 1.2% carbon, 0.8% silicon, 22% chromium, 3.2% manganese, 0.6% vanadium, 0.03% phosphorus, 0.8% nickel, 0.5% molybdenum, 0.4% nitrogen, 0.08% zinc, 10% copper, 60% iron and 0.39% scrap electrode block and scrap steel are fully melted and mixed;
[0069] In the second step, after 60% of the charge in the furnace is melted, add sulfur powder equivalent to 0.03% of its weight, and water atomize to obtain a pre-alloyed powder;
[0070] The third step is to add 1.5wt% styrene-butadiene rubber (SG) to the obtained pre-alloyed powder, and press it with a unidirectional steel mold with a pressure of 300 MPa and a holding time of 60s to obtain a high-chromium cast iron alloy blank;
[0071] The fourth step is to carry out variable temperature sintering of the obtained green compact. The upper limit sintering temperature is 1280°C, and the holding time is 30 minutes, and then rapidly lowers the temperature to the lower limit sintering temperature of 1245°C, and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com