Friction lap welding method for aluminum alloy and ABS material
A technology of ABS material and aluminum alloy sheet, which is applied in the field of welding, can solve the problems of the influence of joint strength, the limitation of welding joint size and shape, and the complexity of setting parameters, so as to achieve less welding setting parameters, low welding environment requirements, and broad application prospects. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
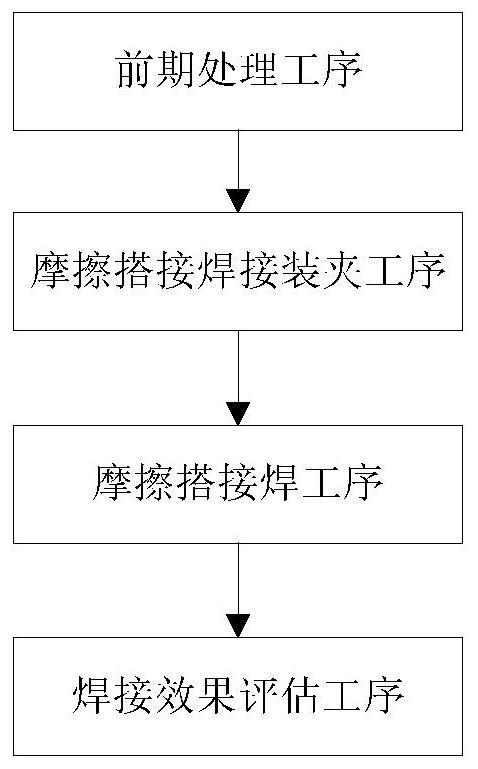
[0031] A kind of friction lap welding method of aluminum alloy and ABS material in the present embodiment, such as figure 1 As shown, it includes the pre-treatment process, the friction lap welding clamping process and the friction lap welding process performed in sequence.
[0032] The pre-treatment process refers to: performing pre-treatment on the aluminum alloy sheet and the ABS resin sheet respectively, so that the specifications and shapes of the aluminum alloy sheet and the ABS resin sheet match; removing the oxide layer on the welding surface of the aluminum alloy sheet; The ABS resin plate is cleaned and dried.
[0033] The friction lap welding and clamping process refers to: overlapping and clamping the aluminum alloy sheet and the ABS resin sheet on the fixture of the welding tool workbench; wherein the aluminum alloy sheet is located at the top, and the ABS resin sheet is located at the bottom; the welding tool is Friction stir welding equipment with a needle-free...
Embodiment 2
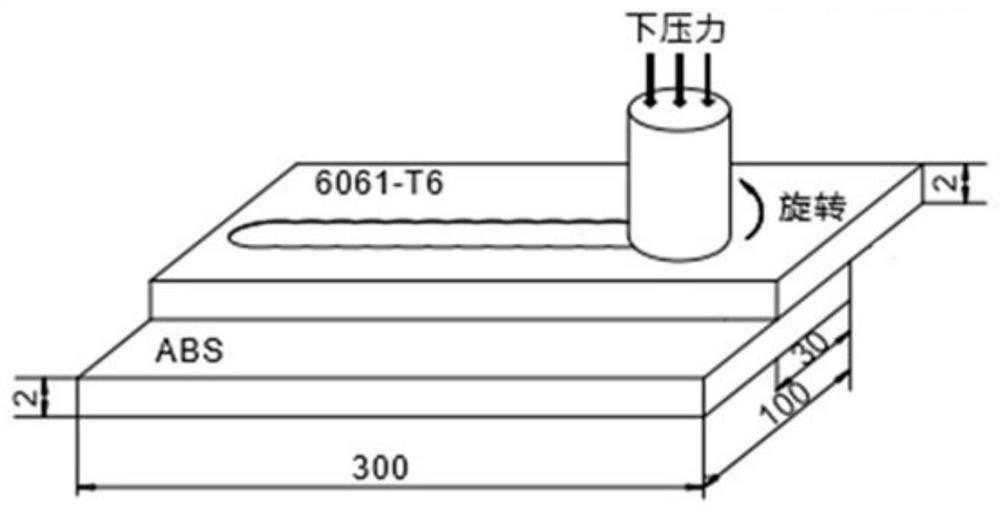
[0041] In this embodiment, a friction lap welding method between an aluminum alloy and an ABS material is illustrated by taking the welding of a 6061-T6 aluminum alloy plate and an ABS resin plate as an example, as follows: figure 2 shown.
[0042] Pre-treatment process: the aluminum alloy plate and ABS plate adopt the specifications of 300mm×100mm×2mm, and use 400-2000 mesh sandpaper to polish the aluminum alloy plate to remove the surface oxide layer and impurities. Use alcohol to clean the surface of the aluminum alloy plate and ABS resin plate, remove oil stains and other stains and dry them.
[0043] Friction lap welding and clamping process: the aluminum alloy sheet and the ABS resin sheet are lapped and clamped on the fixture of the welding tool table; the aluminum alloy sheet is located at the top, and the ABS resin sheet is located at the bottom; the width of the overlapping area is 30mm; The tool is a friction stir welding equipment with a needleless welding stirri...
Embodiment 3
[0048] In this embodiment, a friction lap welding method between an aluminum alloy and an ABS material is illustrated by taking the welding of a 6061-T6 aluminum alloy plate and an ABS resin plate as an example. The difference between the present embodiment and the second embodiment is that in the friction lap welding process of the present embodiment, the constant feed speed is set to 600 mm / min, and other steps are the same as those of the second embodiment.
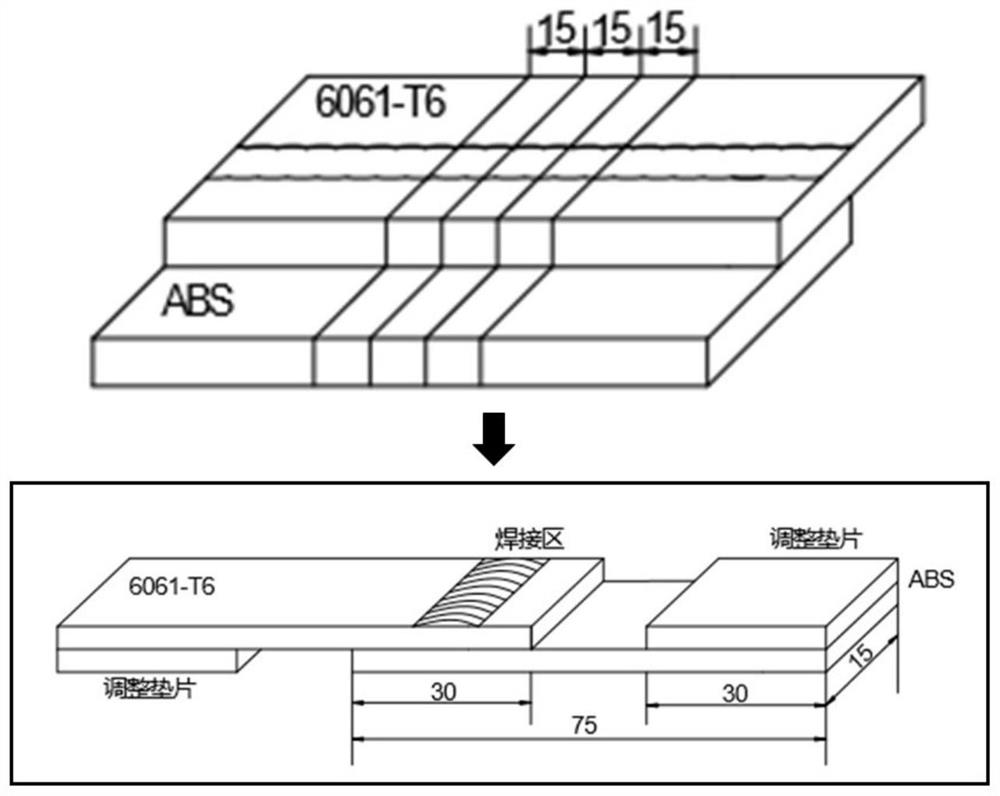
[0049] In the welding effect evaluation process, the electronic universal testing machine was used to carry out the tensile shear test. The load of the universal testing machine was 50KN, and the tensile speed of the chuck was 0.5mm / min. The results showed that the maximum load of the joint was 0.752KN, and the sample was broken by the ABS resin. at the plate. The scanning electron microscope observation was carried out on the cold mosaic sample, and the scanning electron microscope image of the cross section of the jo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap