

Welding flux for quickly welding heterogeneous ceramics at low temperature
A fast welding and soldering technology, applied in the field of welding, can solve problems such as direct welding, and achieve the effects of high-efficiency welding, thermal stress relief, and low welding temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
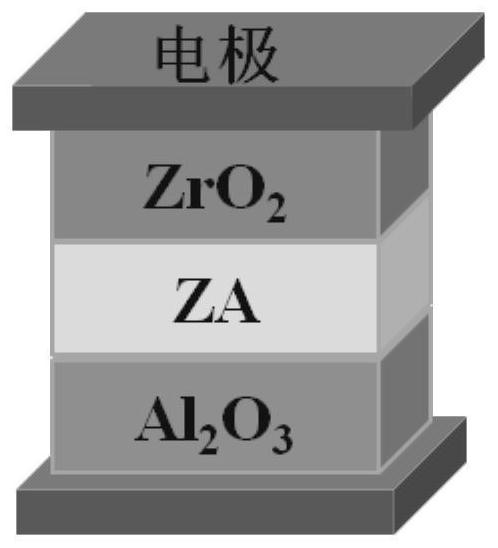
[0019] a) mixing 3% yttrium oxide-stabilized zirconia powder with a mass fraction of 1% magnesia-doped alumina powder at a mass ratio of 50%:50%, and then compressing the resulting mixed powder, Sinter at 1500°C to obtain the desired solder.
[0020] b) polishing the surfaces of the solder, zirconia and alumina ceramics obtained in step a) to 10 μm;
[0021] c) the surface of the sample obtained in step b) is closely attached together, and a pressure of 2MPa is applied;
[0022] d) heating the sample obtained in step c) to 1200°C;
[0023] e) Apply an electric field intensity of 800V / cm to the sample obtained in step d), and a current density of 5mAmm –2 , and keep it for 30s to complete the welding between the samples.
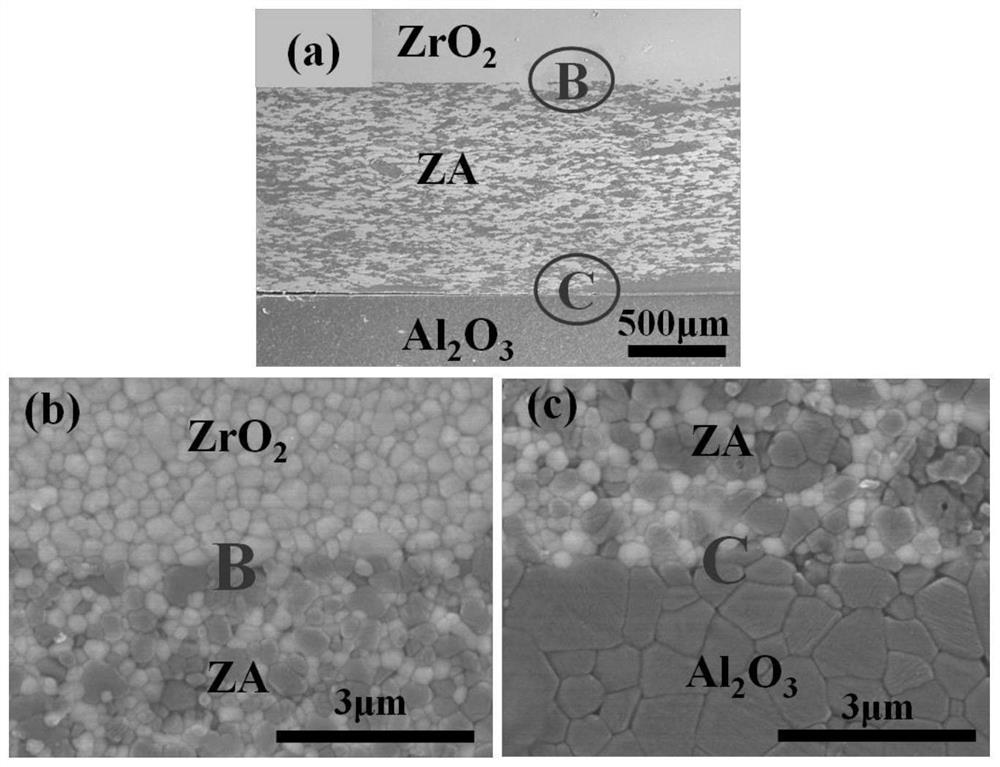
[0024] Conclusion: By using the solder with a mass ratio of zirconia and alumina of 50%:50%, the high-efficiency welding of zirconia and alumina is realized, and the welding effect is good.
Embodiment 2
[0026] a) The mass fraction is 3% yttrium oxide stabilized zirconia powder and the mass fraction is 1% magnesia doped alumina powder according to the mass ratio of 20%:80%, and then the resulting mixed powder is pressed into shape , Sintered at 1450 ° C to obtain solder.
[0027] b) polishing the surfaces of the solder, zirconia and alumina ceramics obtained in step a) to 5 μm;
[0028] c) the surface of the sample obtained in step b) is closely attached together, and a pressure of 2MPa is applied;
[0029] d) heating the sample obtained in step c) to 1200°C;
[0030] e) Apply an electric field intensity of 800V / cm to the sample obtained in step d), and a current density of 5mAmm -2 , and keep it for 30s to complete the welding between the samples.
[0031] Conclusion: By using the solder with a mass ratio of zirconia and alumina of 20%:80%, the high-efficiency welding of zirconia and alumina is realized, and the welding sample with high solder-alumina interface strength is...
Embodiment 3
[0033] a) The mass fraction is 2% calcium oxide stabilized zirconia powder and the mass fraction is 1% magnesia-doped alumina powder and mixed uniformly at a mass ratio of 40%:60%, and then the resulting mixed powder is pressed into shape , Sintered at 1550 ° C to obtain solder.
[0034] b) polishing the surfaces of the solder, stabilized zirconia and alumina ceramics obtained in step a) to 1 μm;
[0035] c) The surface of the sample obtained in step b) is closely attached together, and a pressure of 1 MPa is applied;
[0036] d) heating the sample obtained in step c) to 1300°C;
[0037] e) Apply an electric field intensity of 750V / cm to the sample obtained in step d), and a current density of 10mAmm -2 , and keep it for 10s to allow welding between samples.
[0038] Conclusion: By using the solder with a mass ratio of zirconia and alumina of 40%:60%, the high-efficiency welding of zirconia and alumina is realized, and the welding effect is good.
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More