Electric arc additive manufacturing method with adjustable laser shock
A technology of laser shock and additive manufacturing, which is applied in the fields of electrical digital data processing, instrumentation, design optimization/simulation, etc. It can solve the problem that laser shock parameters and laser shock paths have no reasonable planning and basis, and cannot improve the stress deformation and cracking of the partition, The problem of high power density of laser shock strengthening can achieve the effect of uniform and controllable microstructure, reducing the source of crack propagation and reducing internal defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
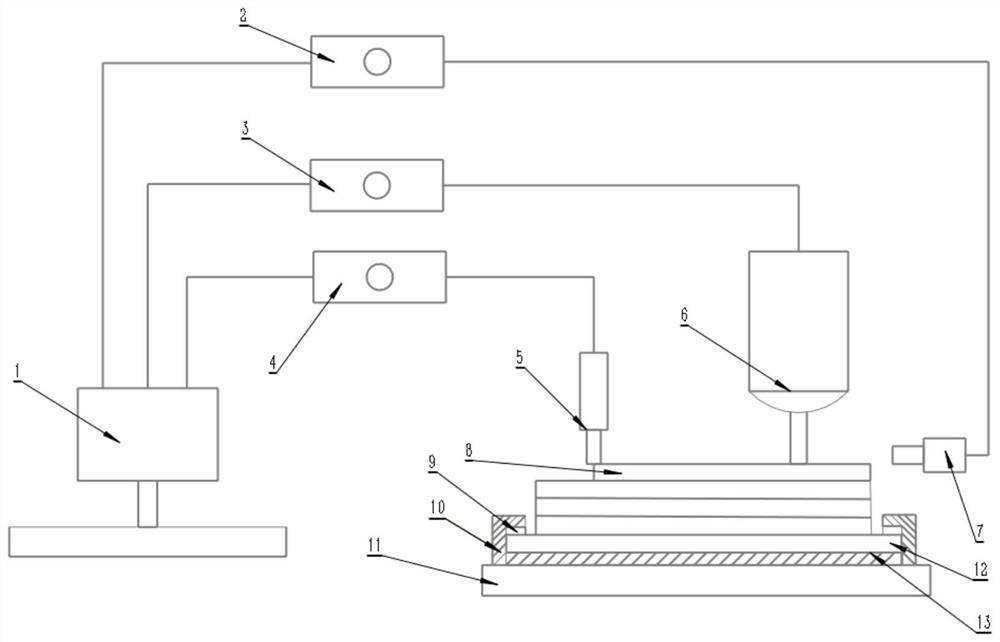
[0104] Such as figure 1 As shown, a method of arc additive manufacturing with adjustable laser shock, the method includes substrate pretreatment, part modeling, planning arc additive path, numerical simulation to obtain stress distribution, setting laser shock parameters and arc additive parameters , collecting the forming temperature, and synchronously forming and laser shock to complete the arc additive component manufacturing. The method steps are specifically:
[0105] Step 1: Grinding the substrate 12 with a steel brush and sandpaper, soaking in an alkali 10% NaOH solution for 10 minutes after grinding, and washing in clean water to remove the residual solution on the surface;
[0106] Step 2: After the substrate 12 is air-dried, it is first cleaned with alcohol and acetone, and then ultrasonically cleaned in the cleaning solution for 10-30 minutes to remove the residue on the surface;
[0107] Step 3: Fix the substrate 12 to the workbench 11, place a preheating device ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Wavelength | aaaaa | aaaaa |
| Pulse energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More