

Tool for vacuum heat treatment of directional/single-crystal high-temperature alloy blades and preparation process of tool
A technology of vacuum heat treatment and superalloy, applied in heat treatment equipment, heat treatment furnace, metal processing equipment, etc., can solve problems such as short circuit of heating body, conduction between blade and furnace body, damage to blade surface, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
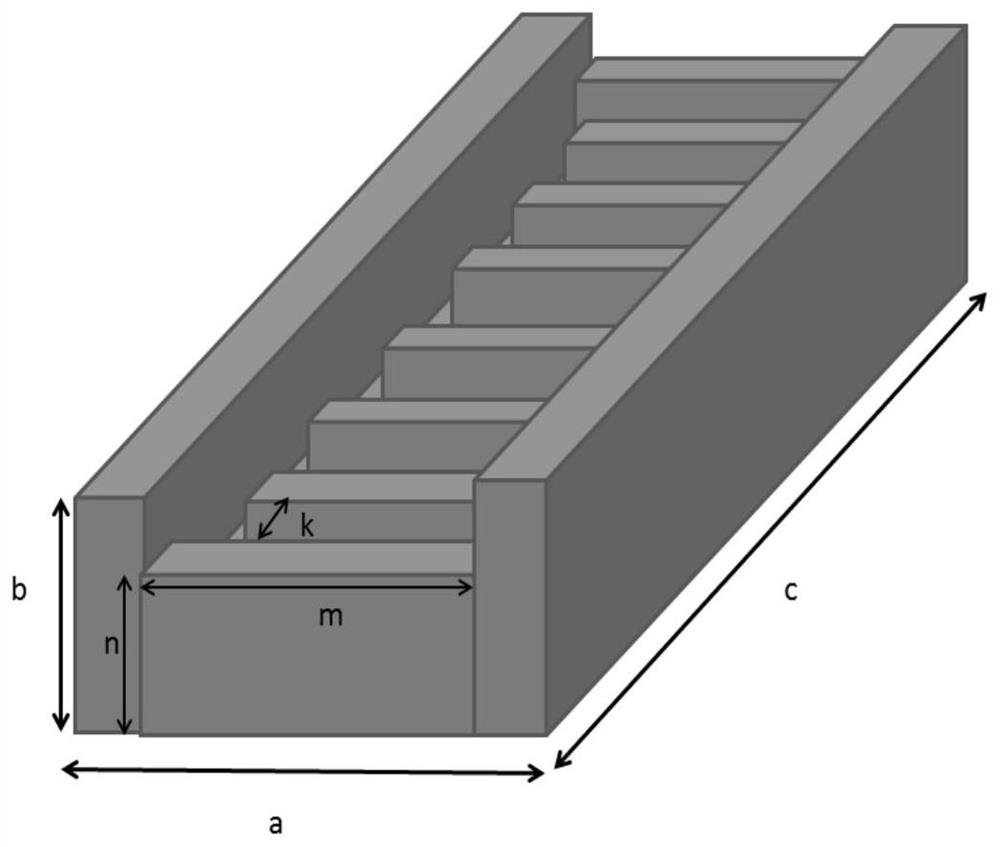
[0027] According to the outer contour size of the blade tenon, design the shape of the wax mold of the base to be similar to the blade tenon and be 5mm larger than its outer contour; make the tooling wax mold, the size is: a=100mm, b=30mm, c=250mm, m=50mm, n= 20mm, k=15mm. The wax mold is prepared by injection molding. The injection pressure of the wax mold is 0.8MPa, the injection time is 30s, and the pressure holding time is 40s. After the wax mold is prepared, the mold shell is prepared by precision casting. The coating used in the shell making process is a mixture of alumina powder and silica sol, the particle size of the powder is 300-400 mesh, the mass ratio of powder to liquid is (3.0-3.5):1, the pH value is 8-11, and the sand material is Al 2 o 3 Granules, the sand material particle size is 24-80 mesh, the drying time is 24h, and the shell thickness is 7mm. After the formwork is prepared, the sealing treatment is carried out, and the sealing treatment material is a c...
Embodiment 2
[0029] Make the tooling wax mold, the size is: a=120mm, b=30mm, c=250mm, m=50mm, n=20mm, k=30mm, the wax mold is prepared by injection molding, the wax mold injection pressure is 0.8MPa, and the injection time is 40s , The pressure holding time is 50s. After the wax pattern is prepared, the mold shell is prepared by the precision casting process. The coating used in the shell making process is a mixture of alumina powder and silica sol, the particle size of the powder is 300-400 mesh, the mass ratio of powder to liquid is (3.0-3.5):1, the pH value is 8-11, and the sand material is Al 2 o 3 Granules, the sand material particle size is 24-80 mesh, the drying time is 24h, and the shell thickness is 6mm. After the formwork is prepared, the sealing treatment is carried out, and the sealing treatment material is a coating formed by uniformly mixing alumina powder and silica sol in a weight ratio of 1:2.8. After the formwork is completely dry, grind off one end of the pre-loaded bl...
Embodiment 3
[0031] Make the tooling wax mold, the size is: a=200mm, b=30mm, c=250mm, m=50mm, n=30mm, k=30mm, the wax mold is prepared by injection molding, the wax mold injection pressure is 0.8MPa, and the injection time is 50s , The pressure holding time is 60s. After the wax pattern is prepared, the mold shell is prepared by precision casting process. The coating used in the shell making process is a mixture of alumina powder and silica sol, the particle size of the powder is 300-400 mesh, the mass ratio of powder to liquid is (3.0-3.5):1, the pH value is 8-11, and the sand material is Al 2 o 3 Granules, the sand material particle size is 24-80 mesh, the drying time is 24h, and the shell thickness is 9mm. After the formwork is prepared, the sealing treatment is carried out, and the sealing treatment material is a coating formed by uniformly mixing alumina powder and silica sol in a weight ratio of 1:2.8. After the formwork is completely dry, grind off one end of the pre-loaded blade ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More