

Production process and production line of double-layer non-woven cloth
A production process and non-weft fabric technology, which is applied in the direction of layered products, lamination, lamination equipment, etc., can solve the problem of excessive glue application, limit the direction of single-layer weft-free fabric and fiber composite, and cannot meet the requirements of double-layer weft-free fabrics. The production of cloth products and other issues, to achieve the effect of reducing the glue content, reducing the glue content, and increasing the yarn content
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0059] Embodiment 1: Production line of double-layer non-weft fabric
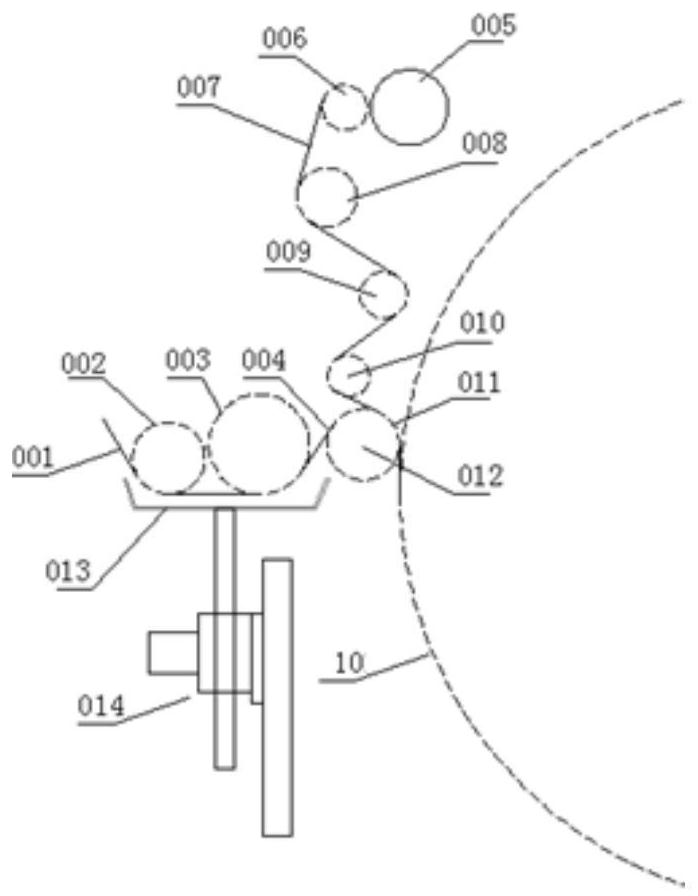
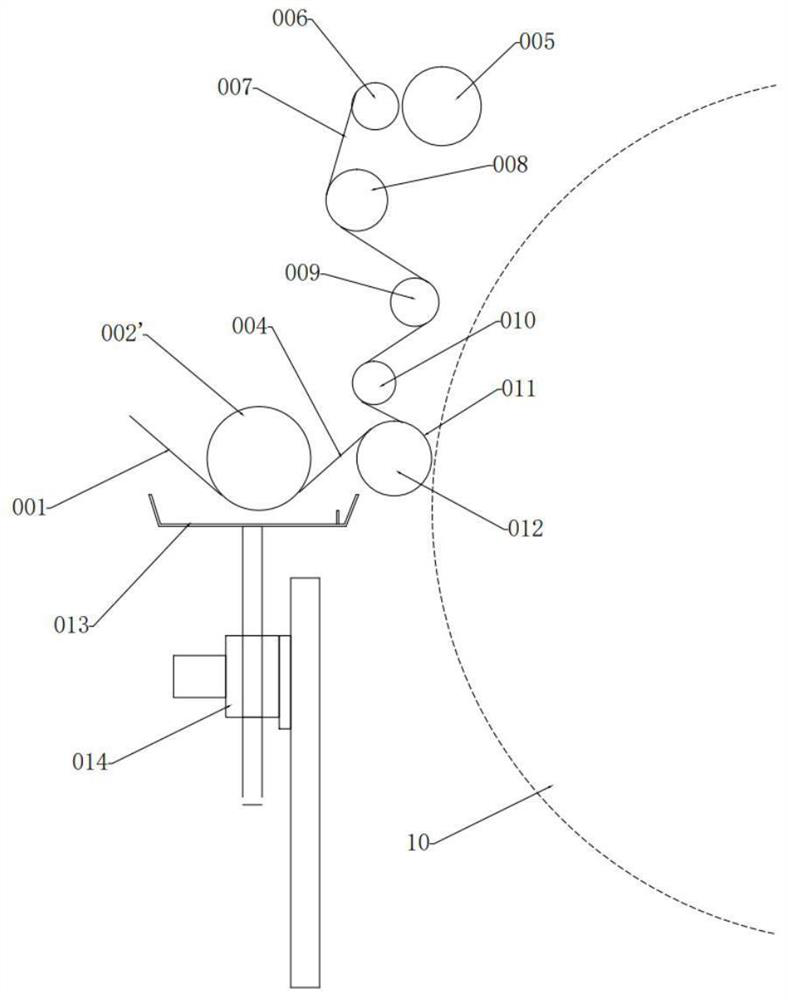
[0060] A production line for double-layer non-woven fabrics, such as figure 1 As shown, it includes creel 1, transitional creel 2, splitting creel 3, warping system 4, front tractor 5, tension roller 6, spreading system 7, gluing system 9, unwinding film system 8, drying Sizing system, rear tractor 14, trimming device 15, cloth storage frame 16 and winder 17.
[0061] In this production line, the tow 001 is released through the creel 1, the transition creel 2 and the split creel 3, and then enters the gluing system after passing through the warping system 4, the front tractor 5, the tension roller 6 and the spreading system 7 in sequence. 9. In the gluing system 9, the tow 001 is immersed in the glue solution to form a dipping sheet 004 (that is, the tow after gluing). The unwinding film system 8 releases the transverse sheet coil 007 (in the production of single-layer non-weft fabric, the unwinding film...
Embodiment 2
[0072] Embodiment 2: the production technology of ultra-high molecular weight polyethylene fiber double-layer non-weft cloth
[0073] Present embodiment adopts the production line in embodiment 1, comprises the steps:
[0074] 1. Production of single-layer non-weft fabric:
[0075] (1a) Warp the ultra-high molecular weight polyethylene fiber tow in an ultrasonic water tank, and send it to the gluing system after spreading;
[0076] (1b) In the gluing system, two spreader rollers are used to flatten the tow on a horizontal plane and immerse in the glue solution; the solid content of the glue solution is 15%.
[0077] (1c) The dipped thin sheet formed after the tow is glued is compounded with the PE film on the composite roll. In the compounding process, pressure is applied to the PE film by the pressure roller, so that the PE film squeezes the tow on the compound roll, extruding (1d) After compounding, the composite sheet is formed and enters the drying and shaping roller that ...
Embodiment 3
[0091] Embodiment 3: the production technology of aramid fiber double-layer non-weft cloth
[0092] In this embodiment, the tow is aramid fiber, and when the transverse sheet coil is combined with the tow, one side of the fiber layer in the transverse sheet coil faces the tow. The pressure of the pressure roller in step 1c is adjusted to 0.05-0.1MPa, and the pressure of the pressure roller in step 3c is adjusted to 0.1-0.2MPa.
[0093] The rest of the steps and conditions in the process are the same as those in Example 2, and the aramid fiber double-layer non-weft fabric is obtained.
[0094] The yarn content of the aramid fiber double-layer non-weft fabric prepared in this embodiment is more than 90%, and the glue content is 4%-6%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More