

Novel composite material brake drum
A new material, brake drum technology, applied in the direction of brake drum, manufacturing tools, laser welding equipment, etc., can solve the problem of cracking of brake surface materials, reduce the tendency of thermal failure, improve the life of internal lubricant, The effect of improving bond strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0049] The present invention provides a method for preparing a gradual wear-resistant gray iron material described in the above technical solution, comprising the following steps: continuously pouring molten iron to obtain a gradual wear-resistant gray iron material. In the present invention, the continuous casting preferably adopts a centrifugal casting process; the present invention has no special limitation on the conditions of the centrifugal casting process, as long as the gradual wear-resistant gray iron material can be produced. In the present invention, the continuous pouring includes the first-stage pouring, the second-stage pouring, the third-stage pouring and the fourth-stage pouring in sequence, the chemical composition of the molten iron poured in the first stage and the bonding layer The chemical composition is the same; the chemical composition of the molten iron poured in the second stage is the same as that of the near bonding layer; the chemical composition of...
Embodiment 1
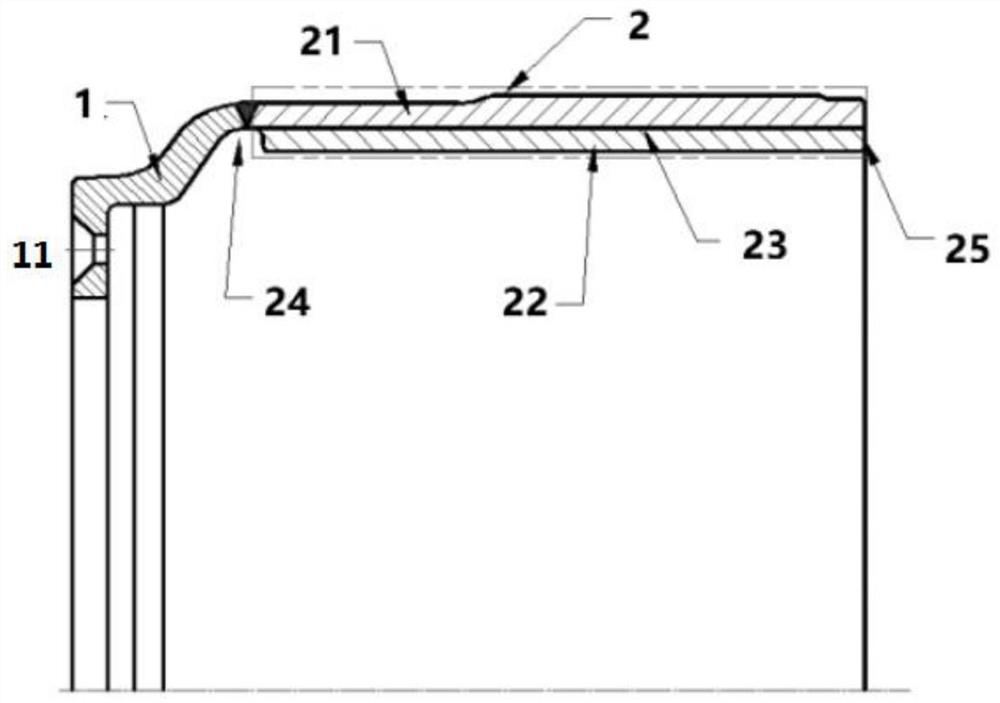
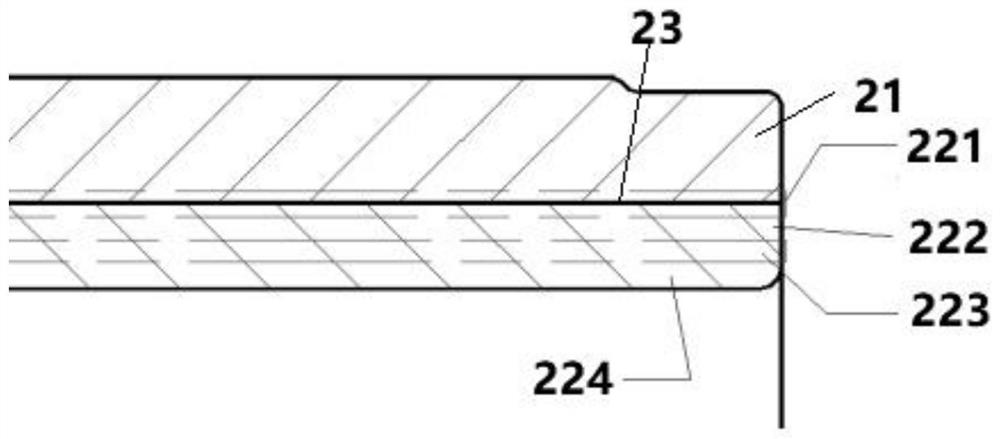
[0071] The centrifugal pouring process is used to continuously pour molten iron to obtain a gradual wear-resistant gray iron material; the continuous pouring includes the first stage pouring, the second stage pouring, the third stage pouring and the fourth stage pouring; Graphite, silicon, manganese, chromium and sulfur are added to the poured molten iron, so that the chemical composition of the molten iron in the first stage pouring, the second stage pouring, the third stage pouring and the fourth stage pouring process is respectively the same as the bonding layer, The chemical composition of the near bonding layer, central layer and braking surface layer is the same; the thickness of outer high strength steel, bonding layer, near bonding layer, central layer and braking surface layer are 1~3mm, 0.3~2mm, 0.7~3mm respectively And 1 ~ 5mm.
[0072] Table 1 Chemical composition of each layer of gradual wear-resistant gray iron material
[0073]
Embodiment 2
[0075] Spin the high-strength steel plate to get the flange;
[0076] The centrifugal casting process is used to cast high-strength molten steel. When the temperature of the high-strength molten steel drops below the solidus temperature of the molten iron (0 / -150°C), the molten iron is continuously poured to obtain a composite new material braking surface; the continuous pouring includes: The first stage of pouring, the second stage of pouring, the third stage of pouring and the fourth stage of pouring; in the pouring process, graphite, silicon, manganese, chromium and sulfur are added to the molten iron poured continuously, so that the first stage of pouring, the second The chemical composition of molten iron in the stage pouring, third stage pouring and fourth stage pouring process is the same as the chemical composition of the binding layer, near bonding layer, center layer and braking surface layer in Table 1; the outer high-strength steel, bonding layer The thicknesses of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More