

Laser additive repairing method for H13 steel mold
A laser additive and repair method technology, applied in additive processing, process efficiency improvement, additive manufacturing, etc., can solve the problems of large thermal influence, large heat input, long manufacturing cycle, etc., and achieve high hardness and impact toughness , reduce internal cracks and maintain uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
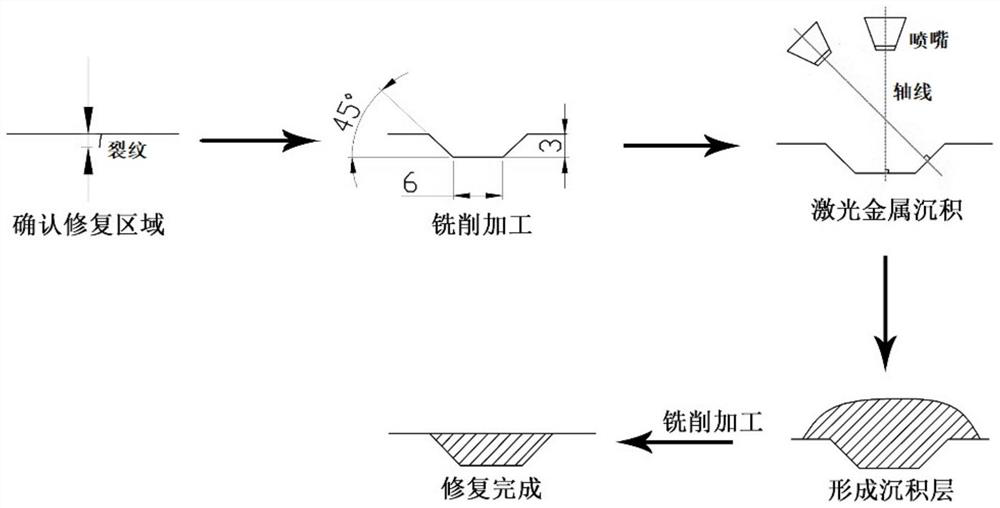
[0047] A kind of laser additive repairing method of H13 steel mould, it comprises the following steps (process flow chart as figure 1 shown):
[0048] 1) Determine the area to be repaired of the H13 steel mold. The area to be repaired is flat and has microcracks with a depth of 1 mm. First, the H13 steel that is 2 mm below the bottom of the area to be repaired and 3 mm outside the center is removed by milling, and the area to be repaired is processed into trapezoidal groove, and then use 400# sandpaper to grind the milling area to a surface roughness Ra value of 3.2, and then clean the milling area with absolute ethanol;
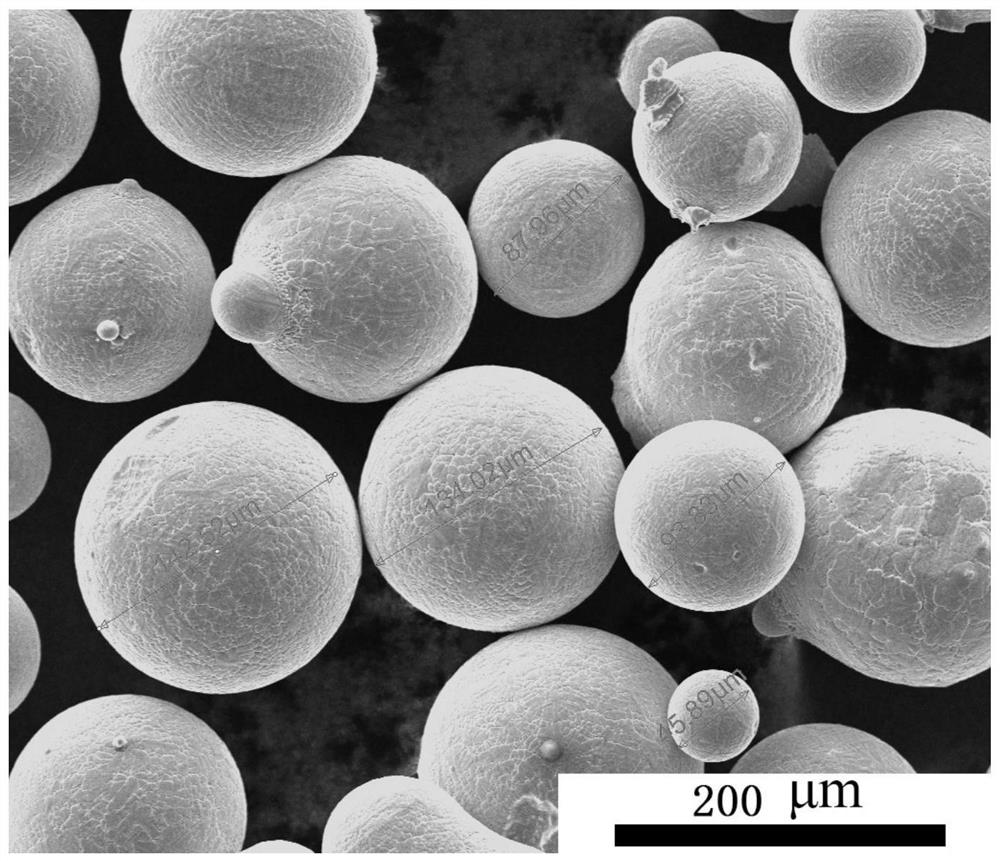
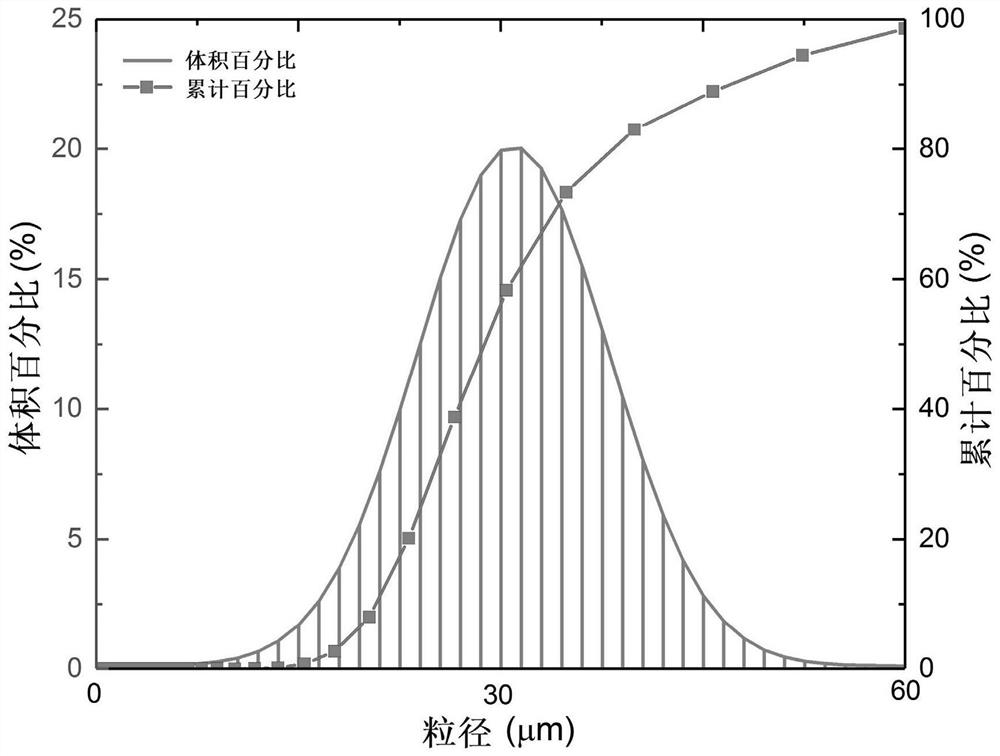
[0049] 2) Spherical H13 steel mixed powders with different particle size distribution were prepared by aerosol method (scanning electron microscope picture as figure 2 shown), the mass percentages of spherical H13 steel mixed powders with different particle size distributions are: C: 0.32% to 0.45%; V: 0.80% to 1.20%; Cr: 4.75% to 5.50%; Mo: 1.10% to 1.75%...
Embodiment 2
[0058] A kind of laser additive repairing method of H13 steel mould, it comprises the following steps (process flow chart as Figure 7 shown):
[0059] 1) Determine the area to be repaired of the H13 steel mold. The area to be repaired is a curved surface, and there are microcracks with a depth of 3 mm. First, remove the H13 steel 2 mm below the bottom of the area to be repaired and 3 mm outside the center by milling, and process the area to be repaired into Arc groove, and then use 400# sandpaper to grind the milling area to a surface roughness Ra value of 3.2, and then clean the milling area with absolute ethanol;
[0060] 2) Spherical H13 steel mixed powders with different particle size distributions were prepared by aerosol method. The element mass percentages of the spherical H13 steel mixed powders with different particle size distributions were: C: 0.32%-0.45%; V: 0.80%-1.20%; Cr: 4.75% to 5.50%; Mo: 1.10% to 1.75%; Mn: 0.20% to 0.50%; Si: 0.80% to 1.20%; P: 0.03%; Fe:...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More