

Preparation method of niobium alloy surface high-temperature oxidation resistant coating
A technology of high temperature oxidation resistance and niobium alloy, applied in the direction of metal material coating process, coating, etc., can solve the problem of reducing the high temperature air erosion resistance of silicide coating, the application limitation of single silicide coating, and the inability to meet more and more requirements. Strict service requirements and other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Weigh MoSi with a particle size of 200 mesh 2 60 g of powder, 35 g of 300-mesh Al powder, and 5 g of 300-mesh Ce powder were added to a ball mill, mixed for 2 hours, and dried with a dryer to prepare composite powder for coating cladding.
[0035] will C 103 The niobium alloy was cut into a niobium alloy base material with a size of 20×20×20mm. After rough grinding the surface with 150-mesh metallographic sandpaper, it was first cleaned with acetone, wiped clean, and then wiped with anhydrous ethanol and dried to obtain Pretreated niobium alloy matrix material.
[0036] Put the composite powder for coating cladding into the powder cavity of the laser cladding device, adjust the laser cladding process parameters as laser power 1800W, spot diameter 4mm, scanning speed 5mm / s, scanning overlap rate 50%, and set the composite powder. The powder feeding rate was 30 mg / s, and the argon pressure was 0.8 MPa.
[0037] The pretreated niobium alloy base material was placed in a...
Embodiment 2
[0039] Weigh MoSi with a particle size of 200 mesh 2 50 g of powder, 40 g of 300-mesh Al powder, and 10 g of 300-mesh Ce powder were added to a ball mill, mixed for 2 hours, and dried with a dryer to prepare composite powder for coating cladding.
[0040] Put the composite powder for coating cladding into the powder cavity of the laser cladding device, adjust the laser cladding process parameters as laser power 2000W, spot diameter 4mm, scanning speed 7mm / s, scanning overlap rate 50%, and set the composite powder. The powder feeding rate was 40 mg / s, and the argon pressure was 0.8 MPa.
[0041] According to the method of Example 1, C 103 The niobium alloy is pretreated to obtain the pretreated niobium alloy base material. After preheating in a muffle furnace at 800 °C for 30 minutes, it is placed on the laser cladding worktable. The laser cladding method of coaxial powder feeding is used to melt the coating. The cladding composite powder is coated on the surface of the base ...
Embodiment 3
[0043] Weigh MoSi with a particle size of 200 mesh 2 45 g of powder, 45 g of 300-mesh Al powder, and 10 g of 300-mesh Ce powder were added to a ball mill and mixed for 2 hours, and dried with a dryer to prepare composite powder for coating cladding.
[0044] Put the composite powder for coating cladding into the powder cavity of the laser cladding device, adjust the laser cladding process parameters to the laser power of 2200W, the spot diameter of 4mm, the scanning speed of 10mm / s, the scanning overlap rate of 50%, and set the composite The powder feeding rate was 50 mg / s, and the argon pressure was 0.8 MPa.
[0045] According to the method of Example 1, C 103 The niobium alloy is pretreated to obtain the pretreated niobium alloy base material. After preheating in a muffle furnace at 800 °C for 30 minutes, it is placed on the laser cladding worktable. The laser cladding method of coaxial powder feeding is used to melt the coating. The cladding composite powder is coated on ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
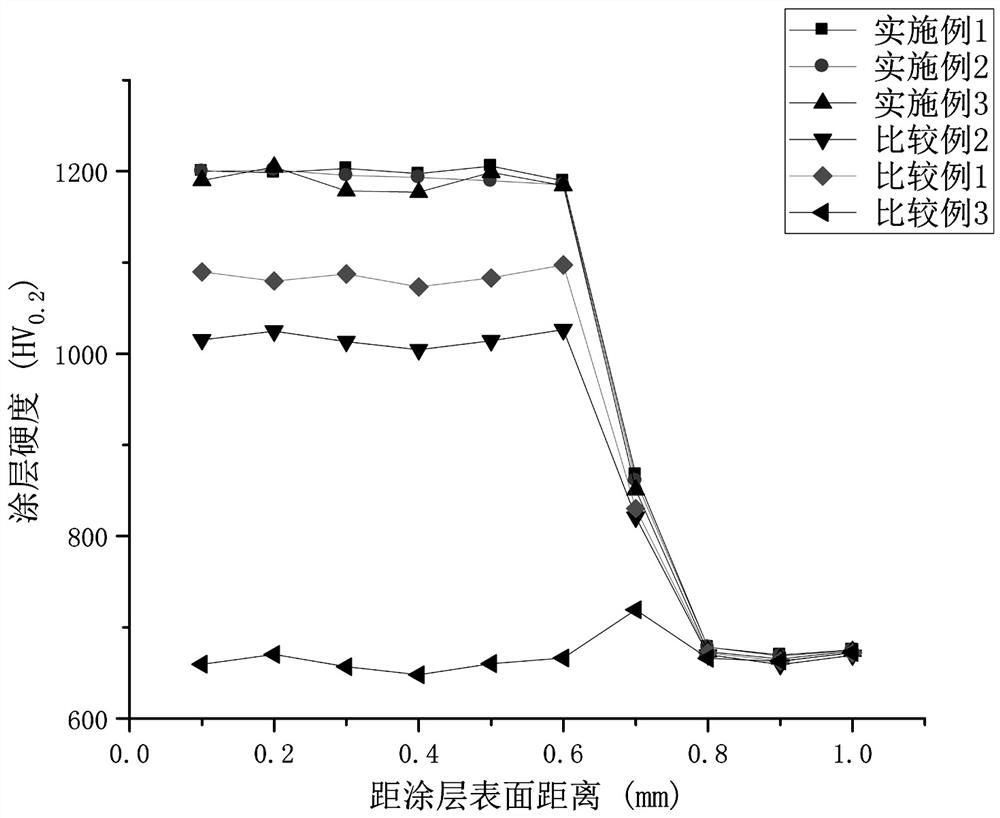
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More