Micro melting soldering method of argon-shielded tungsten arc welding for thick plate of red copper without warming-up
A brazing method and a micro-melting technology are applied in the field of improvement of the welding method of thick-walled red copper plates, and can solve the problems of the welding seam containing hydrogen, high oxygen content, poor welding seam forming, large input heat capacity, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
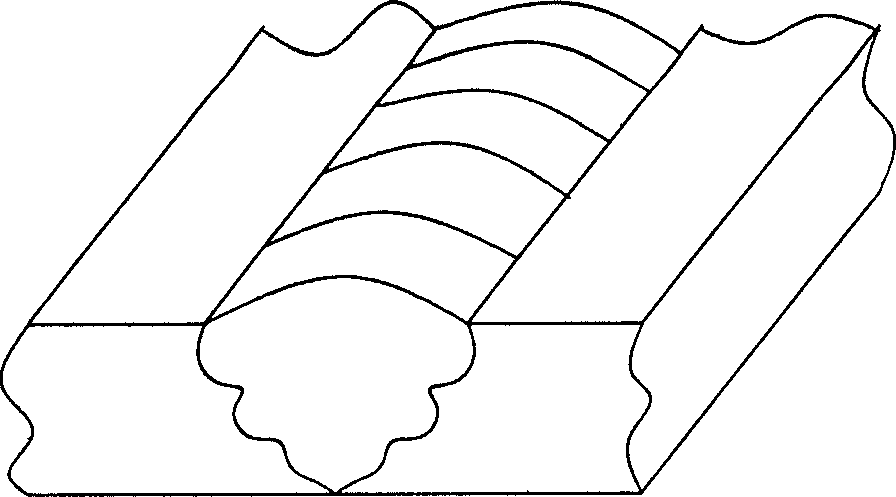
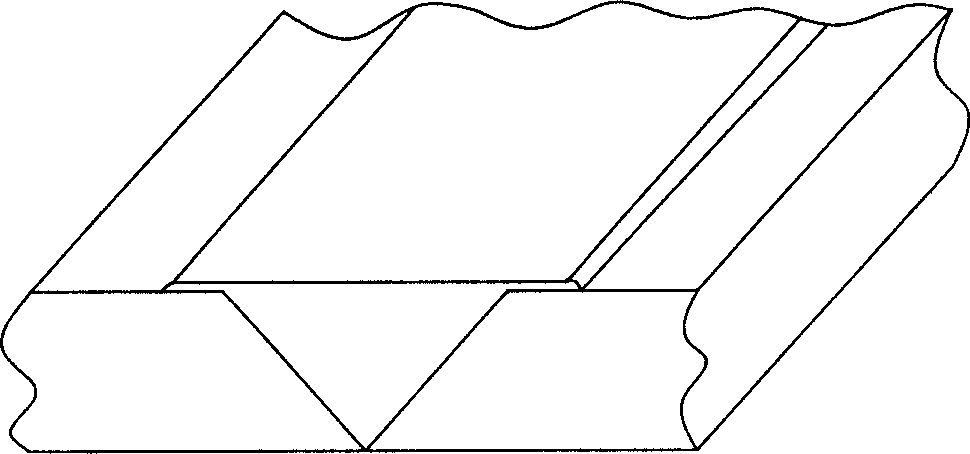
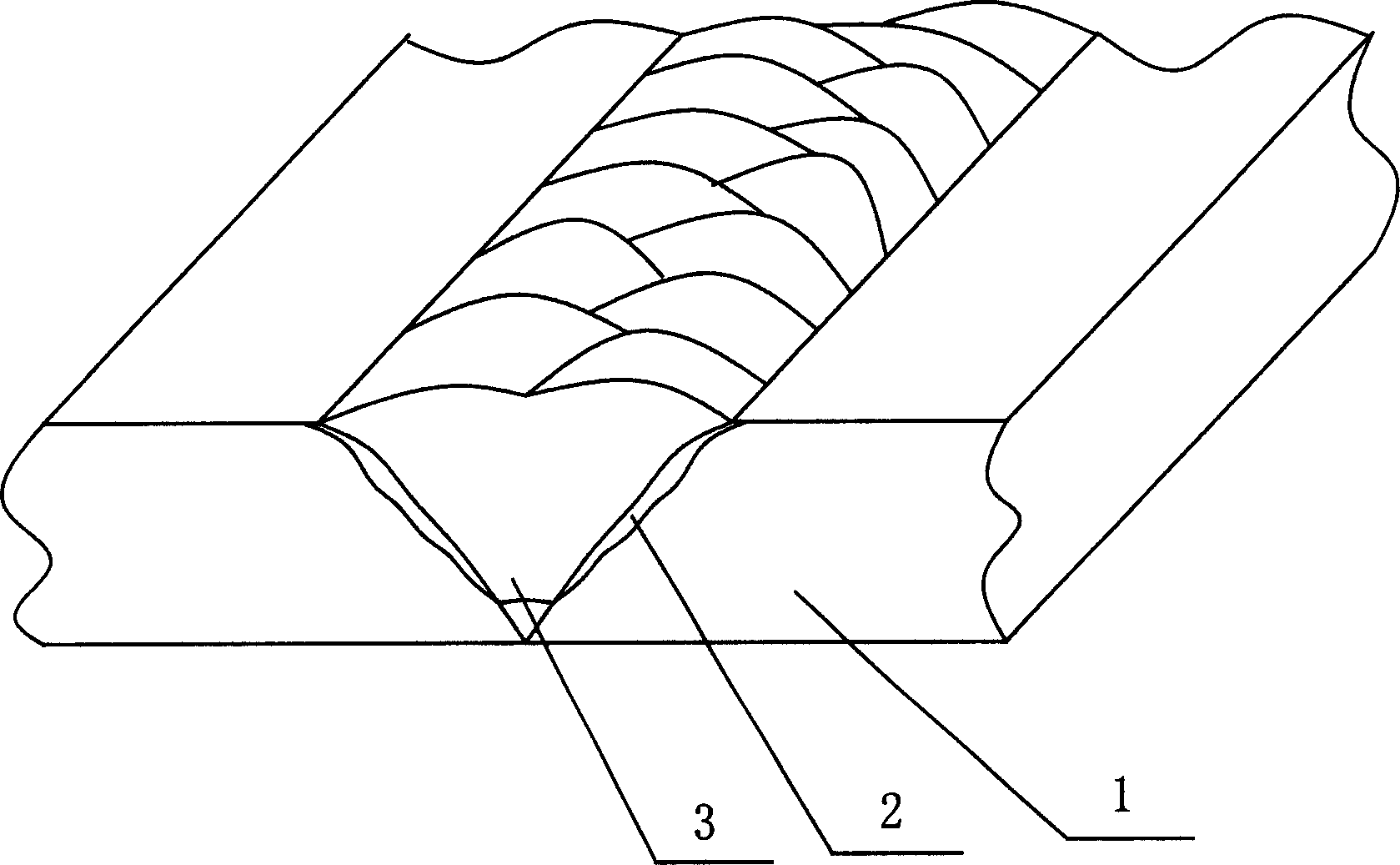
[0005] Specific implementation mode one: (see image 3 ) The method of the present embodiment is realized in the following way: at first the butt joints of two thick red copper plates are respectively provided with grooves of 45°, and then welded in three stages, the first stage adopts TIG arc brazing to fill the weld seam, Use electric arc to heat the bottom of the base metal groove, fill the welding wire without swinging, the height of the filled weld seam is 1 / 3 of the thickness of the copper plate, the welding speed is 2.5-3.5mm / S, and the welding current is 120-140A; In the second stage, heating and remelting the filler metal in the first stage without filling the welding wire, and using an electric arc to lift the molten metal liquid up the side of the groove until it reaches the top of the groove, and stay for 0.5-1s. This can be seen. There is a slight melting at the edge, and the arc moves downward again, so that this side forms a slightly molten layer mixed with the ...
specific Embodiment approach 2
[0006] Embodiment 2: In this embodiment, the welding current in the first stage is 131A; the welding current in the second stage is 160A; the welding current in the third stage is 168A. Other process conditions and process steps are the same as those in Embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



