

Joint reinforcing method for controlling copper alloy and steel butt-welding joint interface structure
A technology for welding joints and interface structures, applied in welding equipment, electron beam welding equipment, manufacturing tools, etc., can solve problems such as unstable mechanical properties of joints, and achieve the effects of ensuring interface connection strength, high reliability, and simple use
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
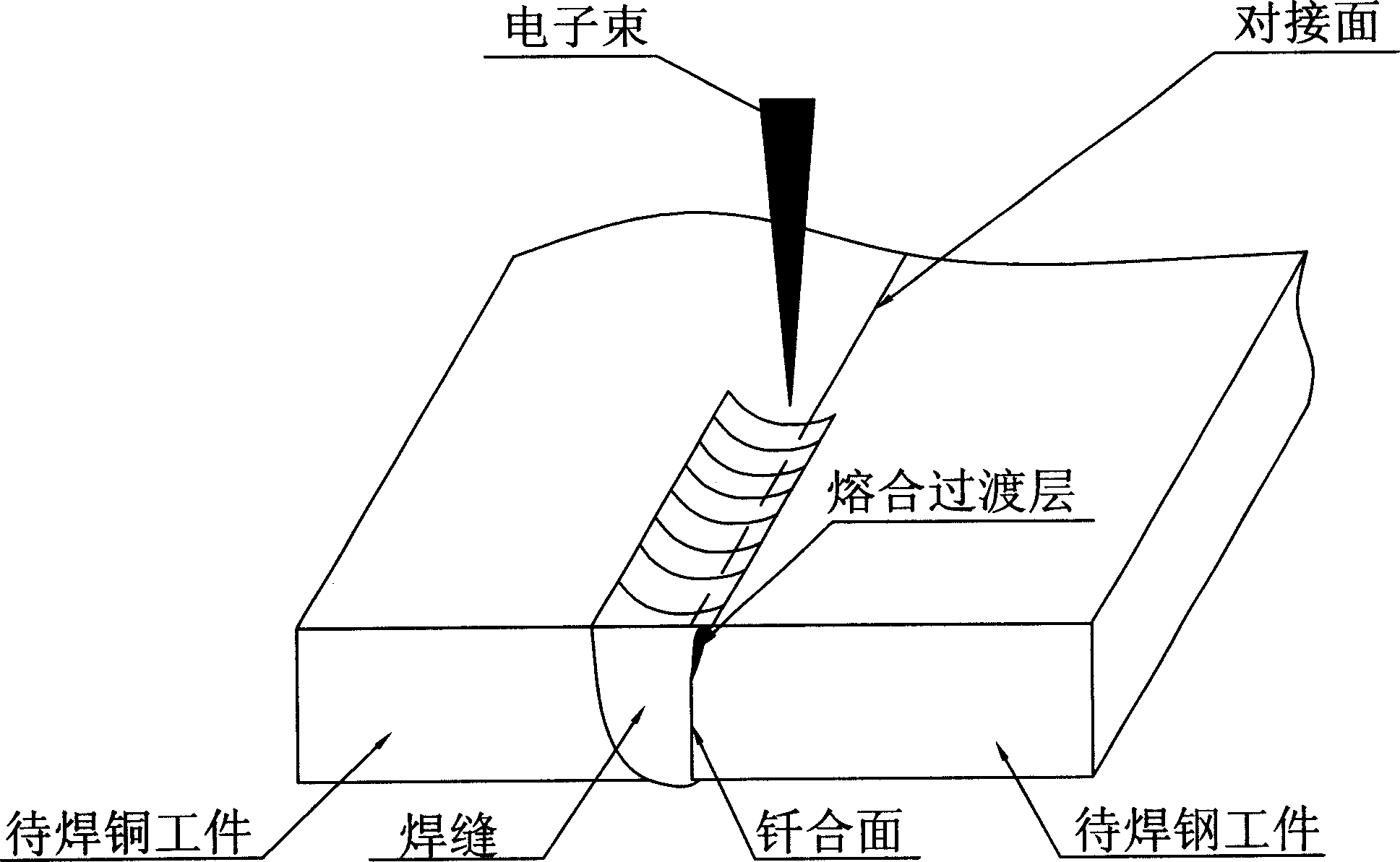
[0009] Specific implementation mode 1: This implementation mode is to strengthen the butt welding joint between copper alloy and steel thin parts in this way: use an accurate and controllable electron beam as the welding heat source, and control the degree of heat action of the electron beam spot on both sides of the base metal. Control the structure of the copper-steel melting interface to ensure the high-strength connection of the joint. In the actual welding process, the electron beam acts on the side of the copper workpiece, and the distance between the center line of the copper workpiece and the steel workpiece is controlled to be 0.7 to 1.0. mm, so that the proportion of the composite interface structure in the best connection form can be controlled to be 30-35%, so as to ensure the improvement of the overall strength of the joint. In this embodiment, the thickness of the copper workpiece and the steel workpiece is less than 3mm, wherein the steel workpiece is carbon stee...
specific Embodiment approach 2
[0010] Specific implementation mode two: After mechanical or pickling treatment of the butt joint test piece of the copper alloy QCr0.5 with a thickness of 2.0mm and the stainless steel 1Cr18Ni9Ti and the local area of the upper and lower surfaces, wipe it with acetone and alcohol, and then put it in The butt fit is pressed against in the jig and placed in a vacuum chamber. During welding, the technological conditions used are: accelerating voltage 60kV, welding beam current 44-46mA, focusing current 1990mA, welding speed 17-19mm / s, working distance 376mm. The electron beam acts on one side of the copper workpiece, and the offset distance between the focused spot of the electron beam and the center line of the copper workpiece and the steel workpiece is controlled to be 0.7-0.9mm. After continuous welding, a composite interface with a depth ratio of 30-35% can be obtained The structural high-strength copper-steel welded joints, the tensile strength of the joints can reach 31...
specific Embodiment approach 3
[0011] Specific embodiment three: After the butt test piece of pure copper T2 with a thickness of 1.5 mm and stainless steel 1Cr21Ni5Ti is subjected to pre-welding treatment (the processing method is the same as that of specific embodiment two), it is put into a fixture for butt joint pressing and placing in a vacuum chamber middle. During welding, the technological conditions used are: accelerating voltage 55kV, welding beam current 42-44mA, focusing current 1980mA, welding speed 17-19mm / s, working distance 376mm. The electron beam acts on one side of the copper workpiece, and the offset distance between the focused spot of the electron beam and the center line of the copper workpiece and the steel workpiece is controlled to be 0.8-1.0mm. After continuous welding, a composite interface with a depth ratio of 30-35% can be obtained The structural high-strength copper-steel welded joints, the tensile strength of the joints can reach 280MPa. For the copper-steel joint after weld...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More