

Water cooling jacket for titanium alloy tube ring seam by tungsten argon arc welding and seam following cooling welding method
A technology of argon tungsten arc welding and titanium alloy tube, applied in welding accessories and other directions, can solve the problems of poor protection effect and slow overall heat dissipation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
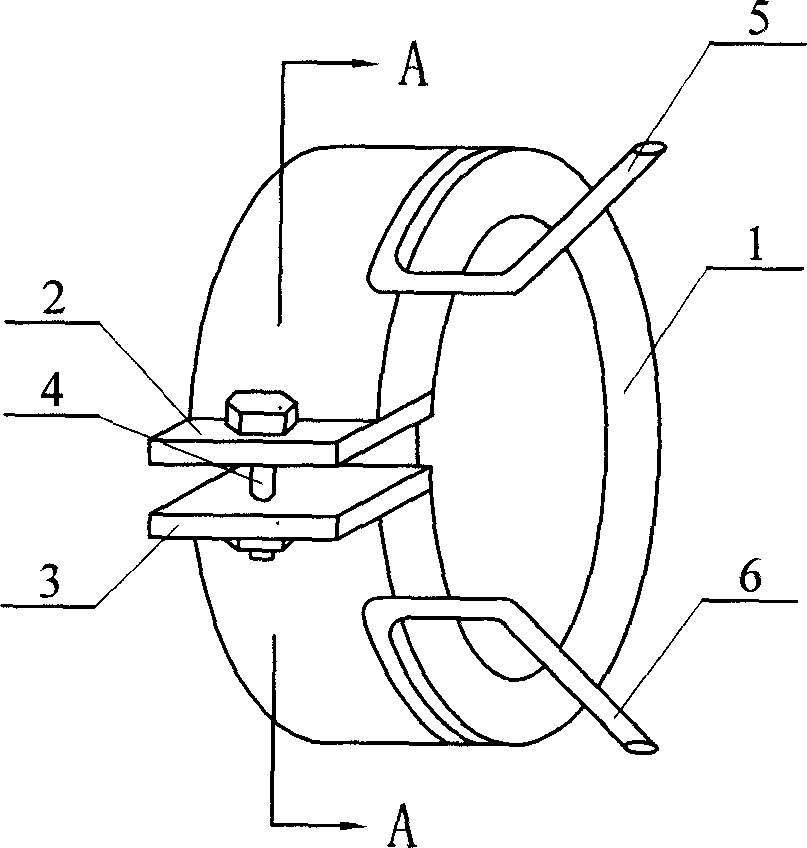
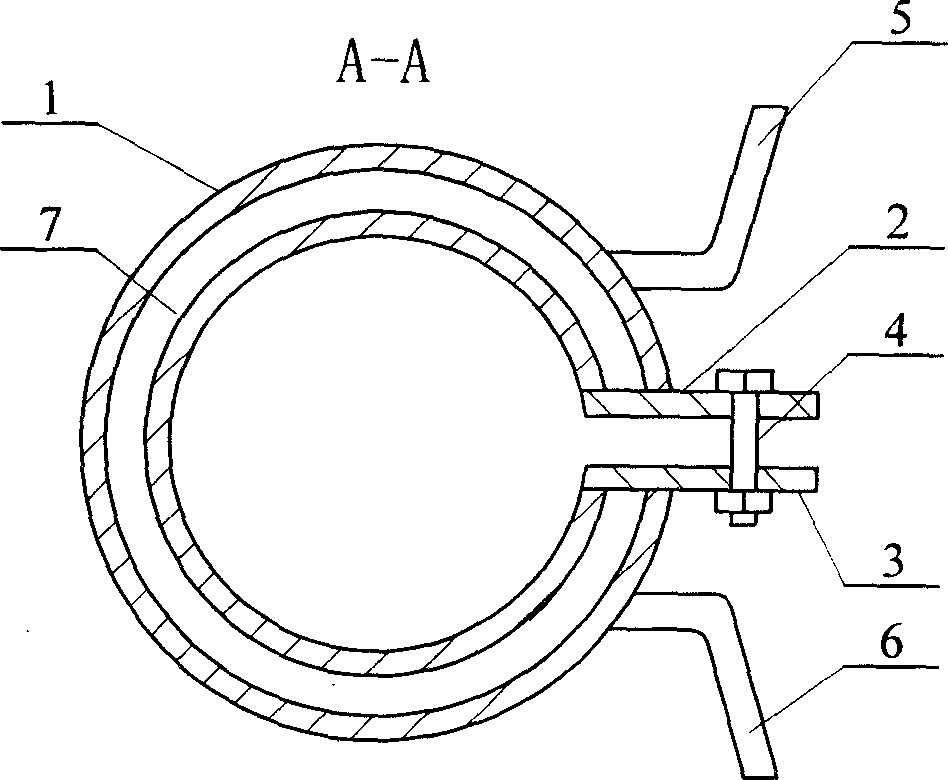
[0005] Specific implementation mode one: (see figure 1 , figure 2 ) The water cooling jacket used for titanium alloy pipe annular seam tungsten arc welding in this embodiment is composed of C-shaped sleeve 1, upper connecting plate 2, lower connecting plate 3, connecting bolt 4, water inlet pipe 5 and water outlet pipe 6; the upper connection One side plane of plate 2 is sealingly connected with the upper end of C-shaped sleeve 1, one side plane of lower connecting plate 3 is sealingly connected with the lower end of C-shaped sleeve 1, and the other side plane of upper connecting plate 2 is connected with lower connecting plate 3 The other side of the plane is provided with a connecting bolt 4, the water inlet pipe 5 is fixed on the upper end of the C-shaped sleeve 1, the outlet pipe 6 is fixed on the lower end of the C-shaped sleeve 1, and the water inlet pipe 5 and the water outlet pipe 6 are connected with the C-shaped sleeve respectively. The inner cavity 7 of the cartri...
specific Embodiment approach 2
[0006] Embodiment 2: In this embodiment, the material of the C-shaped sleeve 1 is red copper. Other compositions and connections are the same as in the first embodiment.
specific Embodiment approach 3
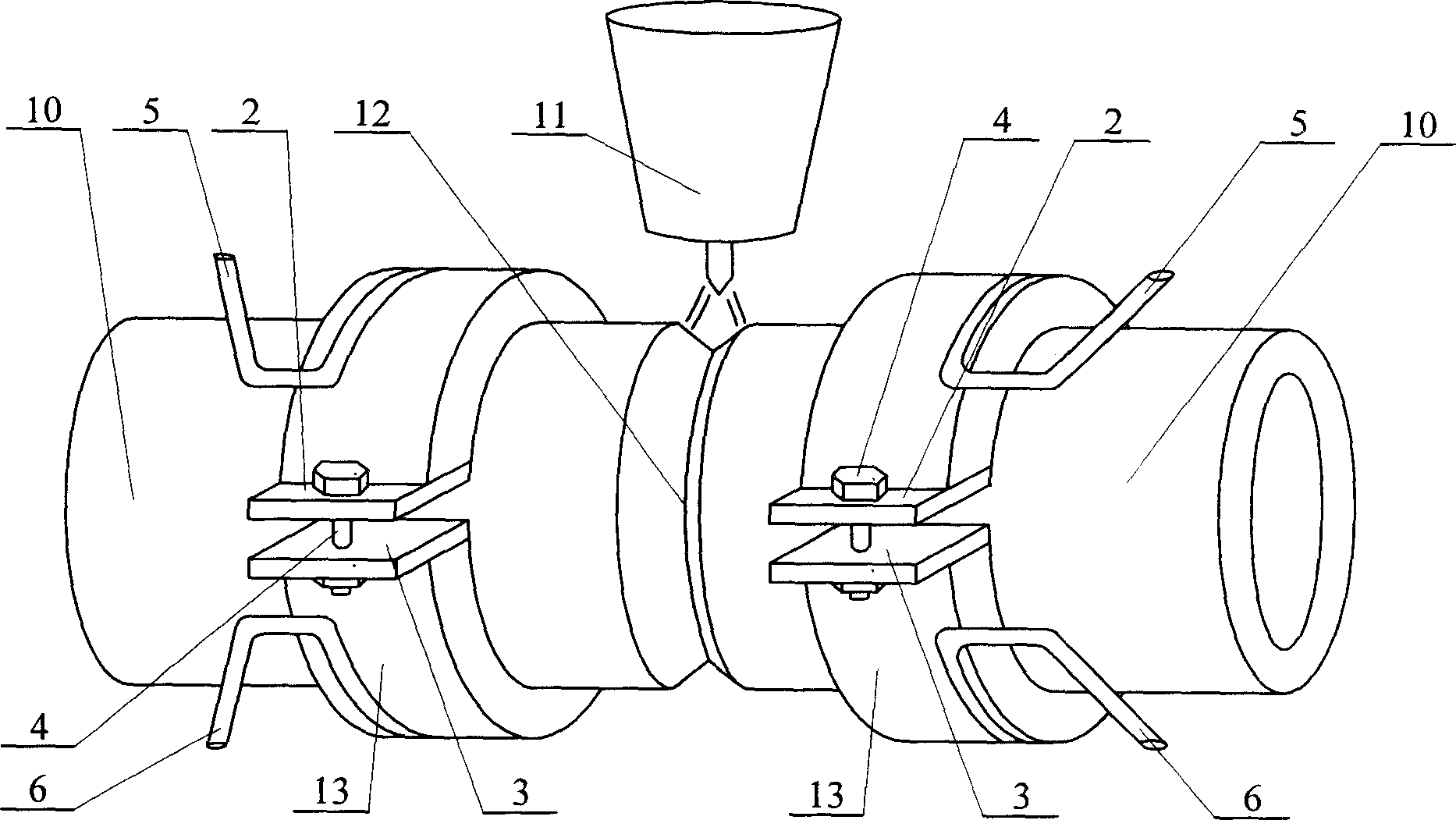
[0007] Specific implementation mode three: (see image 3 ) The cooling welding method of this embodiment is achieved in this way: first, put water-cooling jackets on two titanium alloy pipes respectively, fasten the water-cooling jackets to the titanium alloy pipes with connecting bolts, and then make the two titanium alloy pipes One end of the groove is butted with each other so that it can form a circular weld and can be welded. The distance between the two water cooling jackets is 10-50mm, the temperature of the circulating cooling water is equal to or lower than 30°C, the welding speed is 10-400mm / min, and the argon gas flow rate is 5-50L / min.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More