

Welding control using fuzzy logic analysis of video imaged puddle dimensions
a fuzzy logic and video image technology, applied in adaptive control, process and machine control, instruments, etc., can solve problems such as vexing problems, insufficient reliability, and insufficient accuracy of human knowledge base, and achieve unsatisfactory changes in weld strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
Using Only Width
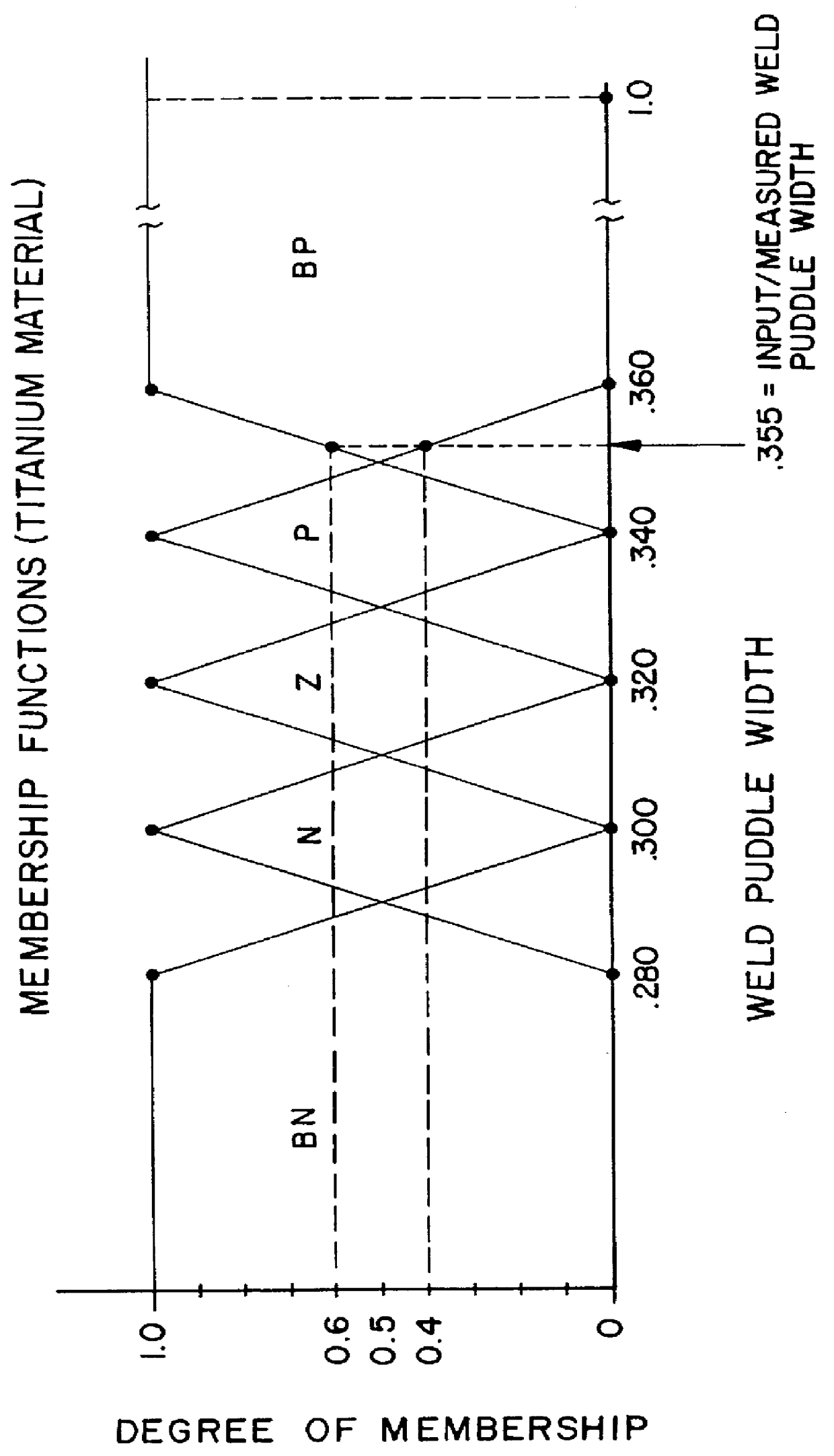
Referring to FIG. 1, if the measured weld puddle width that is measured using the coaxial vision system is 0.355 wide, this measured puddle width value maps to two membership functions: P(positive) .[.an.]. .Iadd.and .Iaddend.BP(big positive). As shown the "P" and "BP" membership functions are defined as follows:
P=0.320 to 0.360
BP=0.340 to 1.00
Two membership functions are operated on in this example: the 0.355 .[.measure.]. .Iadd.measured .Iaddend.puddle width maps to the degree of membership of 0.4 for .[.BP.]. .Iadd.P .Iaddend.and 0.6 for .[.P.]. .Iadd.BP.Iaddend.. The 0.4 and 0.6 indicates the degree of membership for each fuzzy logic membership function that the 0.355 maps into. Therefore, the actual measured width belongs to two membership functions or membership sets.
When two membership functions are involved, the membership function uses an average, weighted by the respective degree of membership values to calculate the crisp or defuzzified output.
Following th...
example 2
Using Length and Width
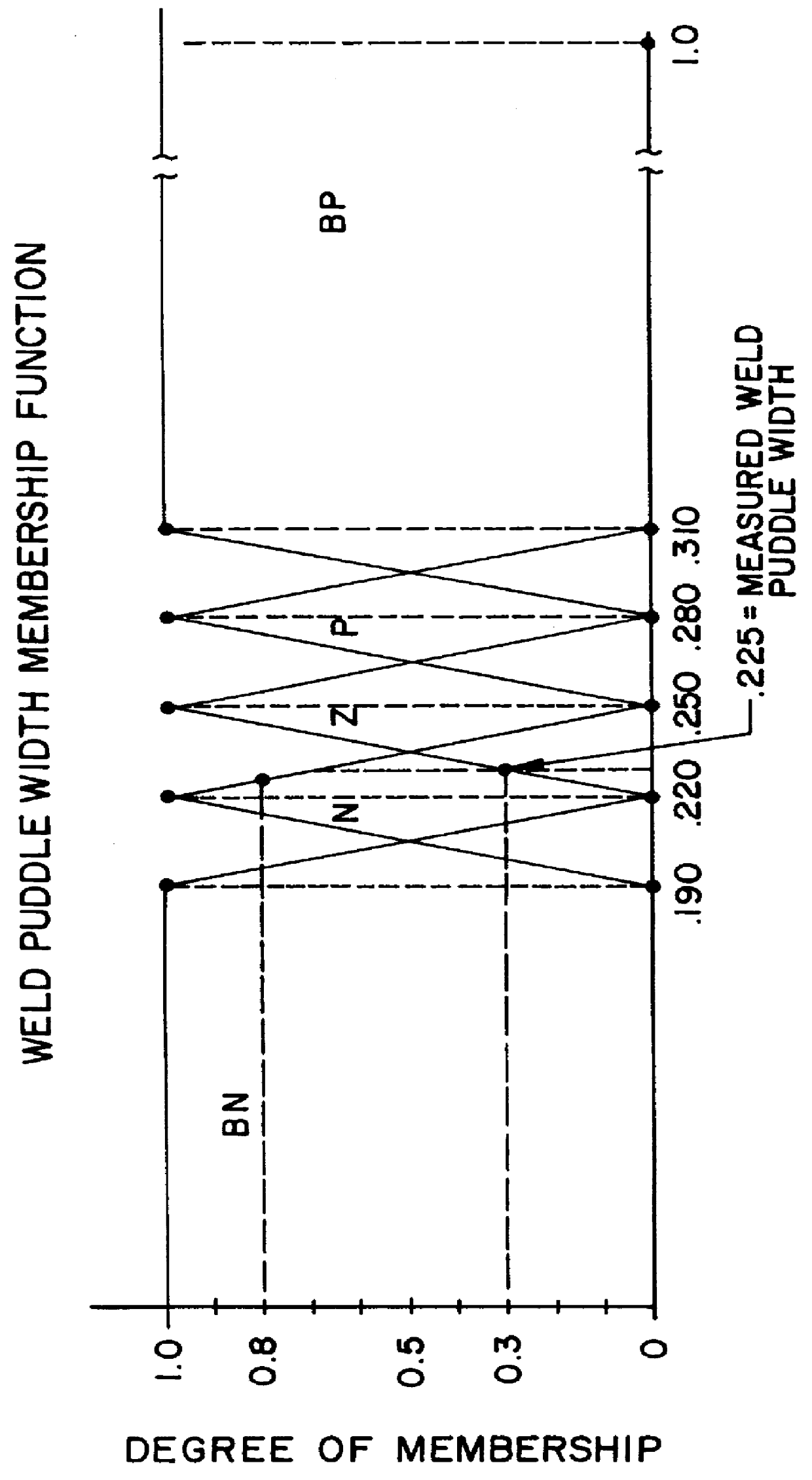
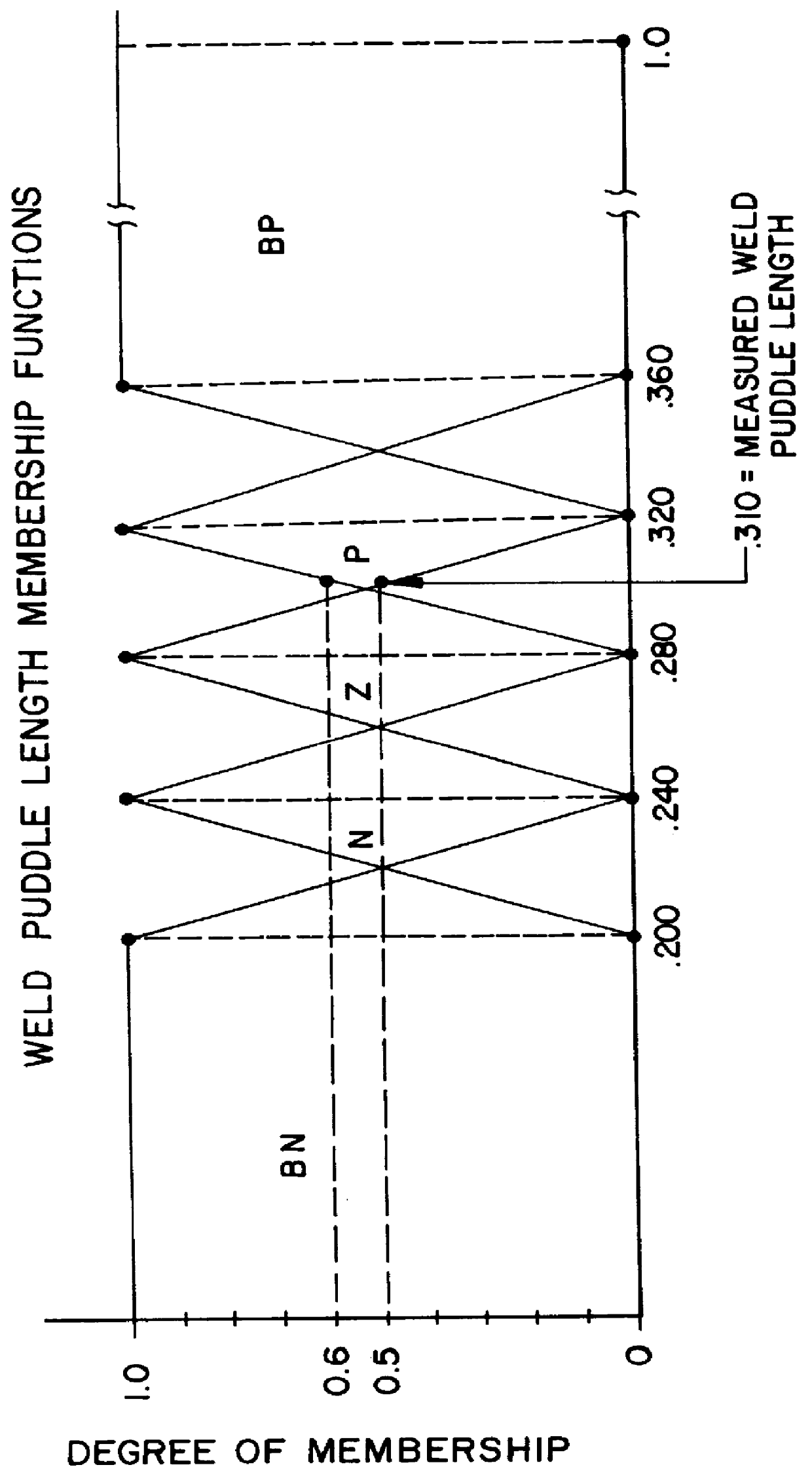
The following example will demonstrate the use of these rules for 17-4 PH stainless .Iadd.steel .Iaddend.or any other material producing a puddle with observable length and width that are indicative of the weld quality in a real time mode.
Assume that the observed weld puddle length=0.310 and the measure weld puddle width=0.225. Using the membership functions in FIGS. 2 and 3, the 0.310 weld puddle length maps as follows: It has two fuzzy logic membership functions. Rule 1) the weld puddle length is in P with a membership of 0.6 and Rule 2) the weld puddle length is also in Z with a membership there of 0.5. For the weld puddle width of 0.225, the width maps to two fuzzy logic membership functions as well: Rule 3) in the function for Z, with a degree of membership there of 0.3 and Rule 4) in the function N, with a degree of membership of 0.8. In this case these four (4) out of the above twenty five (25) rules will fire: Rule 8, 9, 13, and 14. The computation for ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| electric current | aaaaa | aaaaa |
| dimension | aaaaa | aaaaa |
| stored area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More