

A method for preparing blades of adjustable nozzles used in a turbocharger of engines by using powders as the raw material
A turbocharger and nozzle blade technology, applied in the field of powder injection molding, can solve the problems of high cost, unevenness, composition segregation and structure, and achieve the effect of low cost, high precision, uniform composition and structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
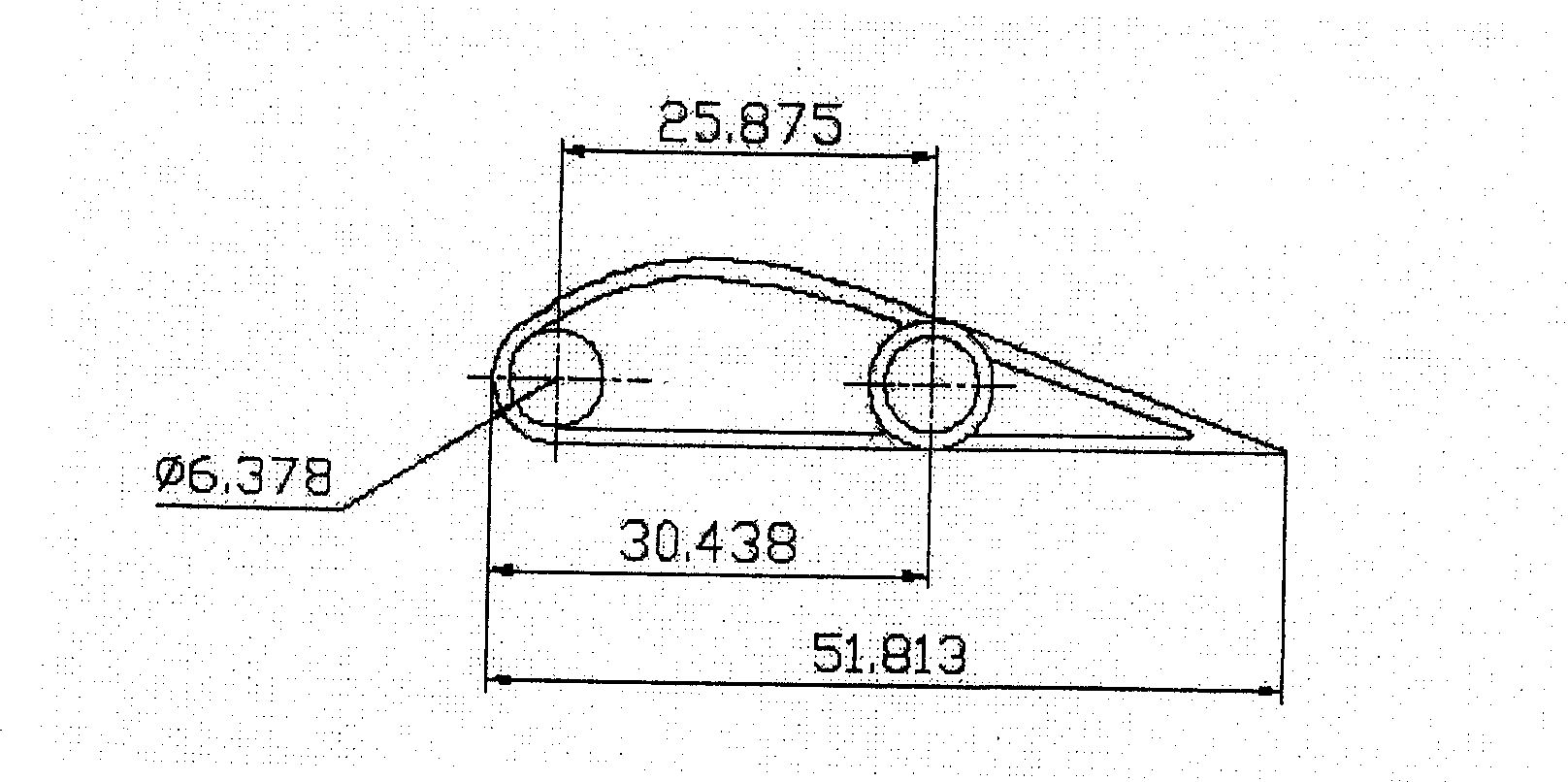
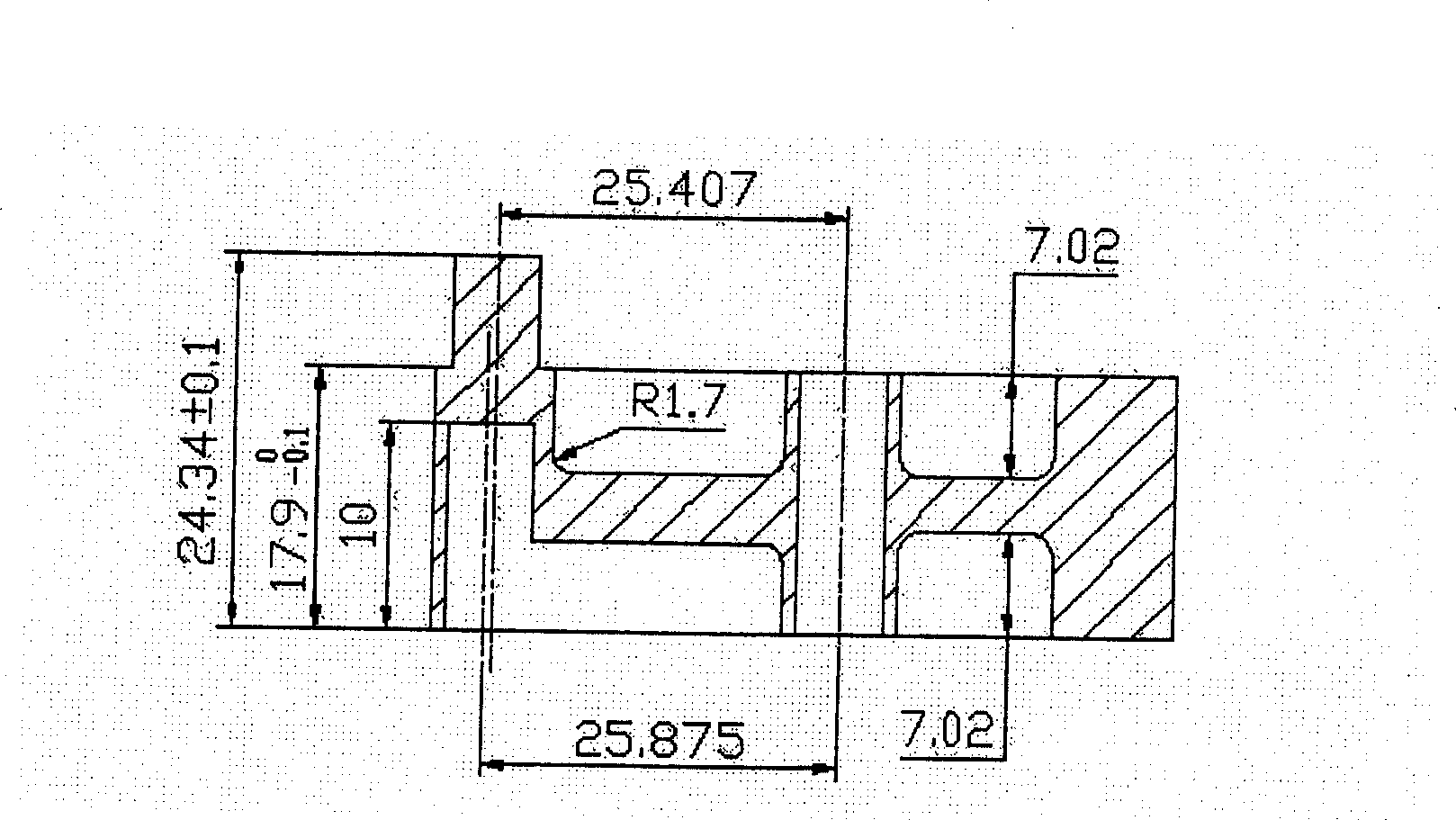
Image

Examples
Embodiment 1
[0017] Mix carbonyl iron powder, ferrochromium powder, ferromolybdenum powder and ferrosilicon powder with an average particle size of 3.5 μm, 37 μm, 35 μm and 20 μm respectively in a certain proportion to prepare the mixed powder of 78Fe20Cr1Si1Mo as the final alloy composition, and the binder consists of 60wt% Composed of PW, 15wt% HDPE, 15wt% PP and 10wt% SA, the powder loading is 57vol%, and the powder and binder are mixed in a double planetary mixer at a temperature of 160°C and a speed of 35rpm for 60min to obtain a uniform feed ; The feed material is injection-molded on a CJ80-E injection machine, the injection temperature is 160 °C, the injection pressure is 90 MPa, the injection blank is dissolved in trichloroethane at 45 °C for 4 hours, and after drying, it is heated at a certain rate under the protection of a decomposed ammonia atmosphere. Respectively raise the temperature to 350°C and 550°C and keep them warm for sufficient thermal degreasing; then place them in a ...
Embodiment 2
[0019] The average particle size is 30 μm, the alloy composition is 78Fe20Cr1Si1Mo gas atomized pre-alloyed powder and the binder composed of 60wt% PW, 15wt% HDPE, 15wt% PP and 10wt% SA is loaded in a double planetary mixer with a loading capacity of 61vol%. Mix at a temperature of 155°C and a speed of 30rpm for 40 minutes to obtain a uniform feed; the feed is injection-molded on a CJ80-E injection machine, the injection temperature is 155°C, the injection pressure is 100MPa, and the injection blank is placed in trichloroethane at 45°C Dissolution for 4 hours, after drying, under the protection of decomposed ammonia atmosphere, the temperature was raised to 350 ° C and 550 ° C at a certain heating rate respectively for sufficient thermal degreasing; then placed in a vacuum sintering furnace at a vacuum degree (vacuum degree 10 -2 ~10 -3 Pa) Sintering at 1350° C. for 90 minutes to obtain adjustable nozzle vanes for engine turbochargers with required shape and precision. Its de...
Embodiment 3
[0021] The INCONNEL718 nickel-based superalloy powder (composition is composed of: 19.2wt% Cr, 5.2wt% Nb, 2.9wt% Mo, 0.36wt% Al, 0.97wt% Ti, 19.7wt% %Fe, remaining Ni) and a binder composed of 60wt% PW, 15wt% HDPE, 15wt% PP and 10wt% SA were mixed in a double planetary mixer at a temperature of 160°C and a speed of 40rpm for 60min with a loading of 65vol%. Uniform feeding is obtained; the feeding is injection-molded on a CJ80-E injection machine, the injection temperature is 165 °C, the injection pressure is 110 MPa, the injection blank is dissolved in trichlorethylene at 45 °C for 6 hours, and dried under the protection of decomposed ammonia atmosphere Raise the temperature to 350°C and 550°C at a certain heating rate respectively for sufficient thermal degreasing; then place it in a vacuum sintering furnace at a vacuum degree (vacuum degree 10 -2 ~10 -3 Pa) sintered at 1260° C. for 180 minutes to obtain an adjustable nozzle vane for an engine turbocharger with the required ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| oxidation rate | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More