

Welding method of sealing opens of metal tube member
A technology for metal pipe fittings and welding methods, applied in welding power sources, welding equipment, energy storage discharge welding, etc., can solve the problems of a lot of smoke and harmful gases, slow welding speed, increase energy loss, etc., and achieve easy automation and welding speed. The effect of fast, short heating time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
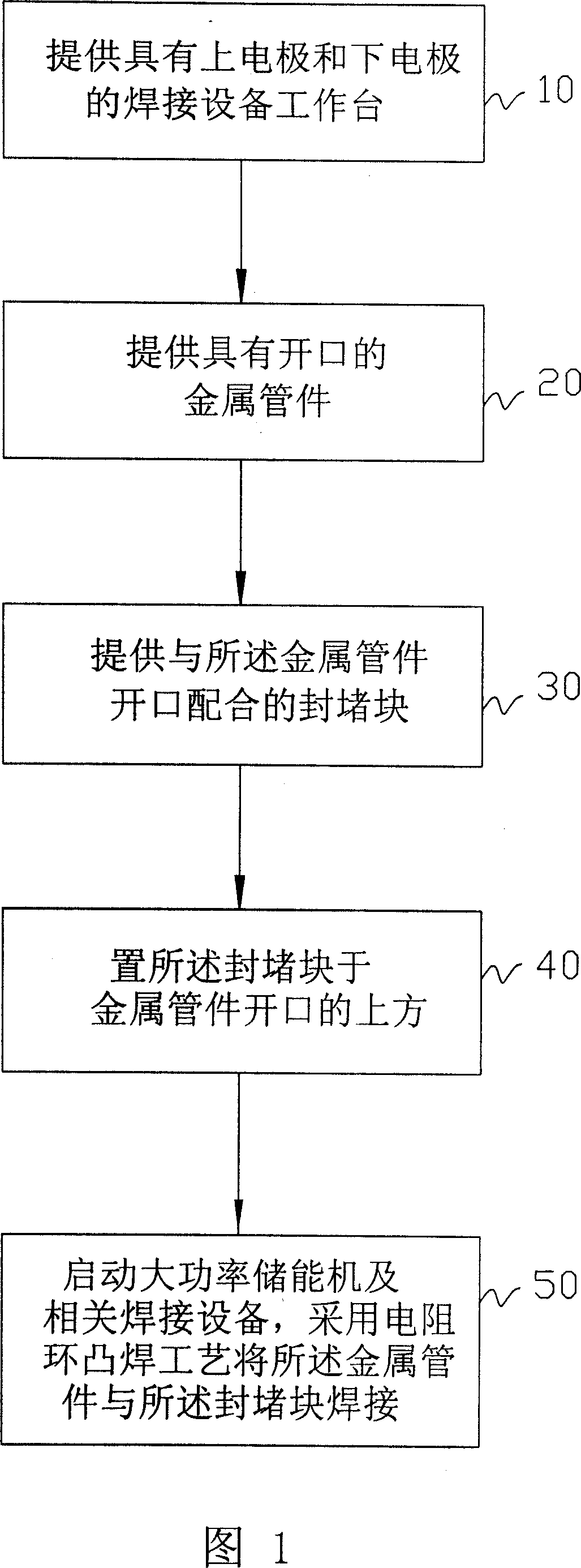
[0030] With reference to accompanying drawing 1, illustrated the step flow process of steel pipe seal welding method of the present invention, comprises
[0031] Step 10: providing a welding equipment table with an upper electrode and a lower electrode;
[0032] Step 20: providing a metal pipe with an opening;
[0033] Step 30: providing a blocking block matched with the opening of the metal pipe;
[0034] Step 40: placing the blocking block above the opening of the metal pipe;
[0035] Step 50: Start the high-power energy storage machine and related welding equipment, and use the resistance ring projection welding process to weld all
[0036] The metal pipe fitting is welded to the blocking block.
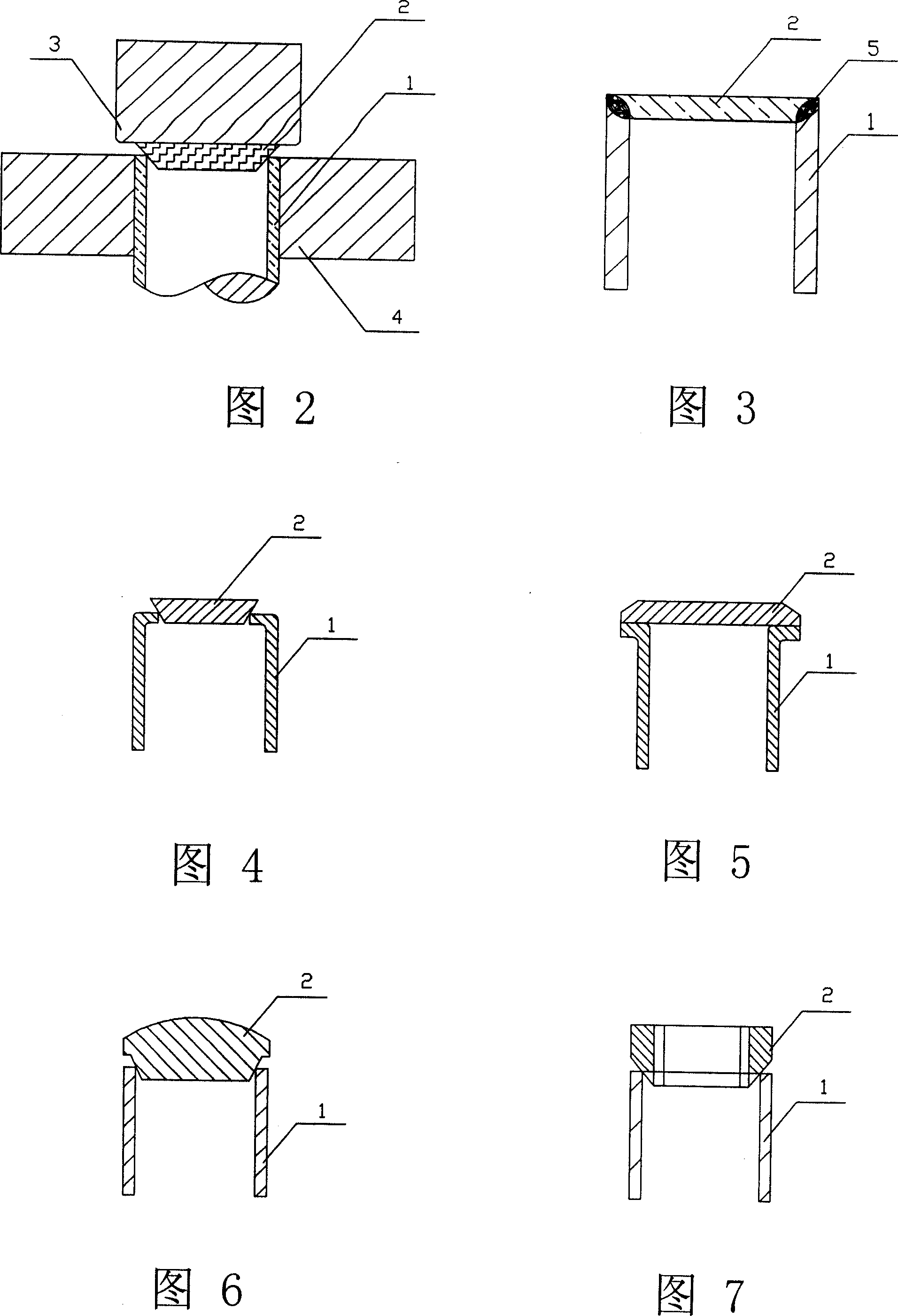
[0037] With reference to accompanying drawing 2, illustrate an embodiment of steel pipe seal welding method of the present invention, comprise processing pipe fitting 1, plugging block 2, upper electrode 3 and lower electrode 4; It is processed into an inclined cone surface, t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More