

Cuprum chromium-cuprum composite contact material and manufacturing method thereof
A composite contact, copper-chromium technology, applied in the direction of contacts, electrical components, electric switches, etc., can solve the problems of poor welding performance of copper-chromium contact materials, increase the manufacturing cost of vacuum switches, low electrical conductivity and thermal conductivity, etc. , to achieve the effect of reducing the difficulty of welding process, improving performance and reducing internal resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0017] 1. Preparation of copper-chromium layer powder: Copper powder is reduced in a hydrogen atmosphere at 300°C to 500°C for 1 to 4 hours, and chromium powder is reduced in a high-purity hydrogen atmosphere at 900°C to 1300°C for 1 to 4 hours. After the reduced raw materials are respectively crushed and screened, they are fully mixed in a vacuum mixer in proportion to obtain the powder for the copper-chromium layer. The ratio of copper to chromium is in the range of 80:20 to 40:60, and a small amount of other elements that can improve the performance of the contact can be added when mixing, such as W, WC, Te, Bi, Sb, Si, Ti, Fe, Mo, Ta and so on.
[0018] 2. Preparation of powder for copper layer: Copper powder is reduced in a hydrogen atmosphere at 300°C to 500°C for 1 to 4 hours, then pulverized and passed through a -200 mesh sieve. 0-10% ultrafine chromium powder, tantalum powder or molybdenum powder can be added to the reduced copper powder, and the particle size of the...
Embodiment 1
[0025] Example 1: Electrolytic copper powder of -200 mesh was reduced at 500°C for 2 hours in a hydrogen atmosphere, and homemade chromium powder of -120 mesh was reduced at 1300°C for 2.5 hours in a hydrogen atmosphere. Copper powder and chromium powder with a percentage by weight of 50:50 were mixed in a vacuum mixer for 1.5 hours to be used as powder for the copper-chromium layer. Add 2% fine chromium powder to the reduced copper powder and mix evenly as copper layer powder. The powder for the copper layer and the powder for the copper-chrome layer are respectively poured into the mould, scraped off, and formed under a pressure of 1000Mpa. The compact was vacuum sintered at 980°C for 2 hours. After sintering, it is repressed at 1100Mpa, and the recompacted blank is vacuum annealed at 800°C for 3 hours to obtain a copper-chromium 50-copper composite contact material.
Embodiment 2
[0026] Example 2: -200-mesh electrolytic copper powder was reduced at 400°C for 3 hours in a hydrogen atmosphere, and -120-mesh homemade chromium powder was reduced at 1200°C for 3 hours under a hydrogen atmosphere. Copper powder, chromium powder and tellurium powder with a weight percentage of 70:30:0.1 were mixed in a vacuum mixer for 2 hours to prepare the powder for the copper-chromium layer. Add 0.5% tantalum powder to the reduced copper powder and mix uniformly as powder for copper layer. The powder for the copper layer and the powder for the copper-chrome layer are respectively poured into the mould, scraped off, and formed under a pressure of 800Mpa. The compact was vacuum sintered at 900°C for 2 hours. After sintering, it is re-pressed at 1000Mpa, and the re-compacted blank is annealed with hydrogen at 900°C for 2 hours to obtain a copper-chromium 30 tellurium-copper composite contact material.
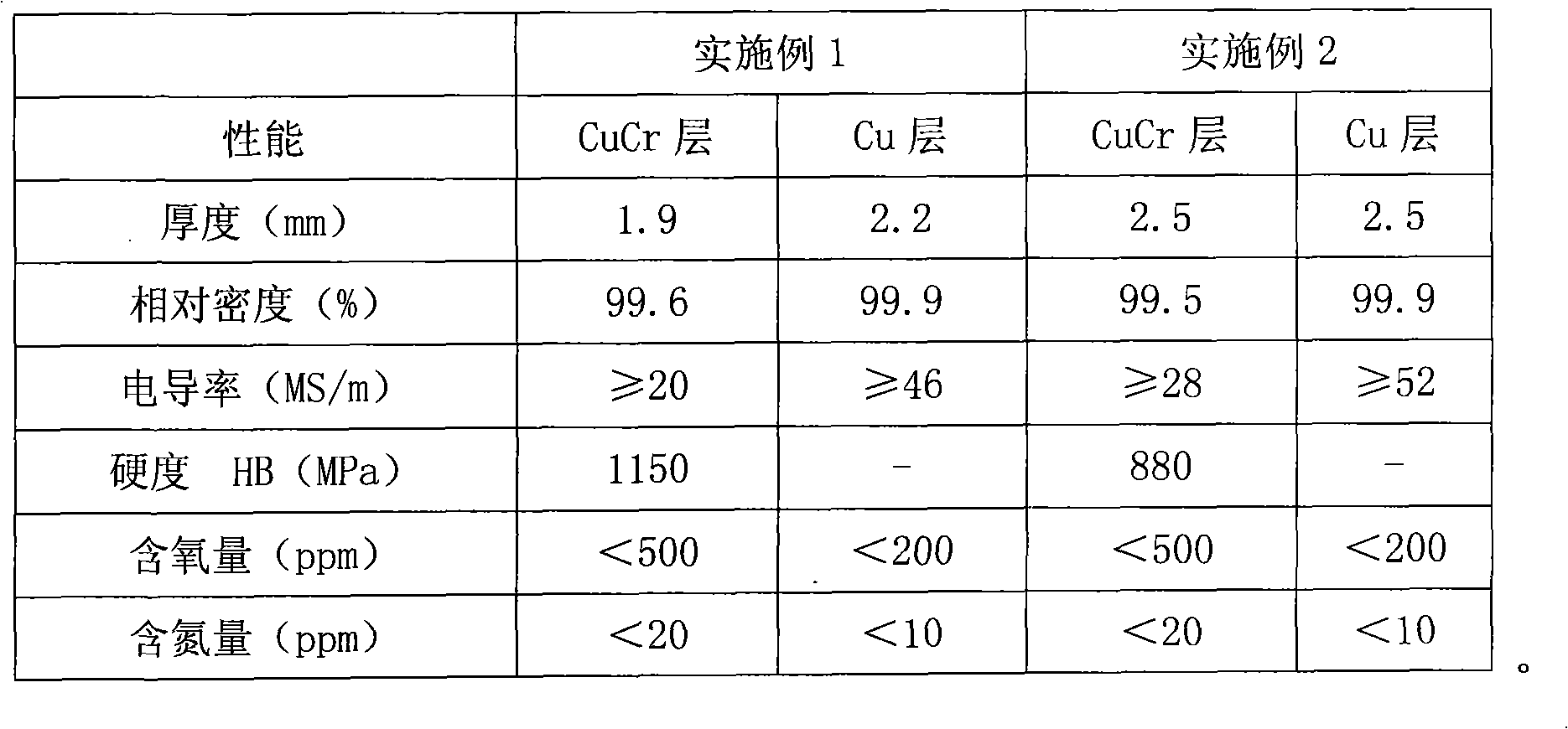
[0027] Properties of Composite Contact Materials
[0028]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More