[0004] Due to the above-mentioned outstanding advantages of the three-dimensional flow closed impeller, it is expected to be popularized and applied. However, due to its complex blade surface and
thin wall, it is easy to deform during the processing process, making its three-dimensional flow blade, or three-dimensional flow blade and disk, The processing of the inter-blade flow channel formed by the cover surface is very difficult, and has become a technical problem that is being tried to solve in the world's
advanced manufacturing fields, but has not yet been solved.
[0005] The existing ternary flow closed impeller manufacturing methods include the integral
casting method and the three-piece or two-piece
welding method, wherein the main process of manufacturing the three-dimensional flow closed impeller by the three-piece
welding method is: using a thin
alloy steel plate The shaped blades are pressed, and then welded with the wheel cover or the wheel disc to form an integral impeller; while the main process of manufacturing the three-dimensional flow closed impeller by the two-piece
welding method is to
forge and process the open integral impeller, and then welded with the wheel The disc is welded into a whole impeller; therefore, whether it is the three-piece welding method or the two-piece welding method, the three-dimensional flow closed impeller must be processed through welding in the end, and the blades have springback deformation during the
welding process. It is necessary to arrange the necessary heat treatment process in the middle or at the end of the process to uniform the
material structure and eliminate the deformation and
cutting stress generated in the processing process, or to arrange the precision trimming and
polishing process of the blade surface at the end. Therefore, for these two processing methods, the production The process is relatively cumbersome, and the accuracy may not meet the requirements, because the three-piece or two-piece welding method cannot be called integral manufacturing in essence. In order to avoid the technical problem of integrally processing the flow channel between the leaves, the process is first Three major parts (disc, blade, wheel cover) or two major parts (open integral impeller with disc and blade integrated, wheel cover) are processed in one body, and then the three major parts (or two major parts) are welded into a whole ; Although high-precision special welding fixtures are used, it is still difficult to obtain high precision; and the
thermal deformation, thermal stress, and even possible cracks that may occur during the
welding process will seriously affect the service life and work reliability, especially for those diameters For small three-dimensional flow closed impellers with small blades and thin blades, it is more difficult to meet the design and use requirements with the welding method of three large pieces (or two large pieces)
[0006] The
casting method to manufacture the three-dimensional flow closed impeller is a real integral manufacturing method, but the casting method is difficult to obtain high precision, and it is not suitable for the integral impeller of high-strength
alloy materials that cannot be cast
[0007] Recently developed the method of
CNC milling overall processing of three-dimensional flow closed impeller, and has mastered key technologies such as related
programming,
cutting tools and
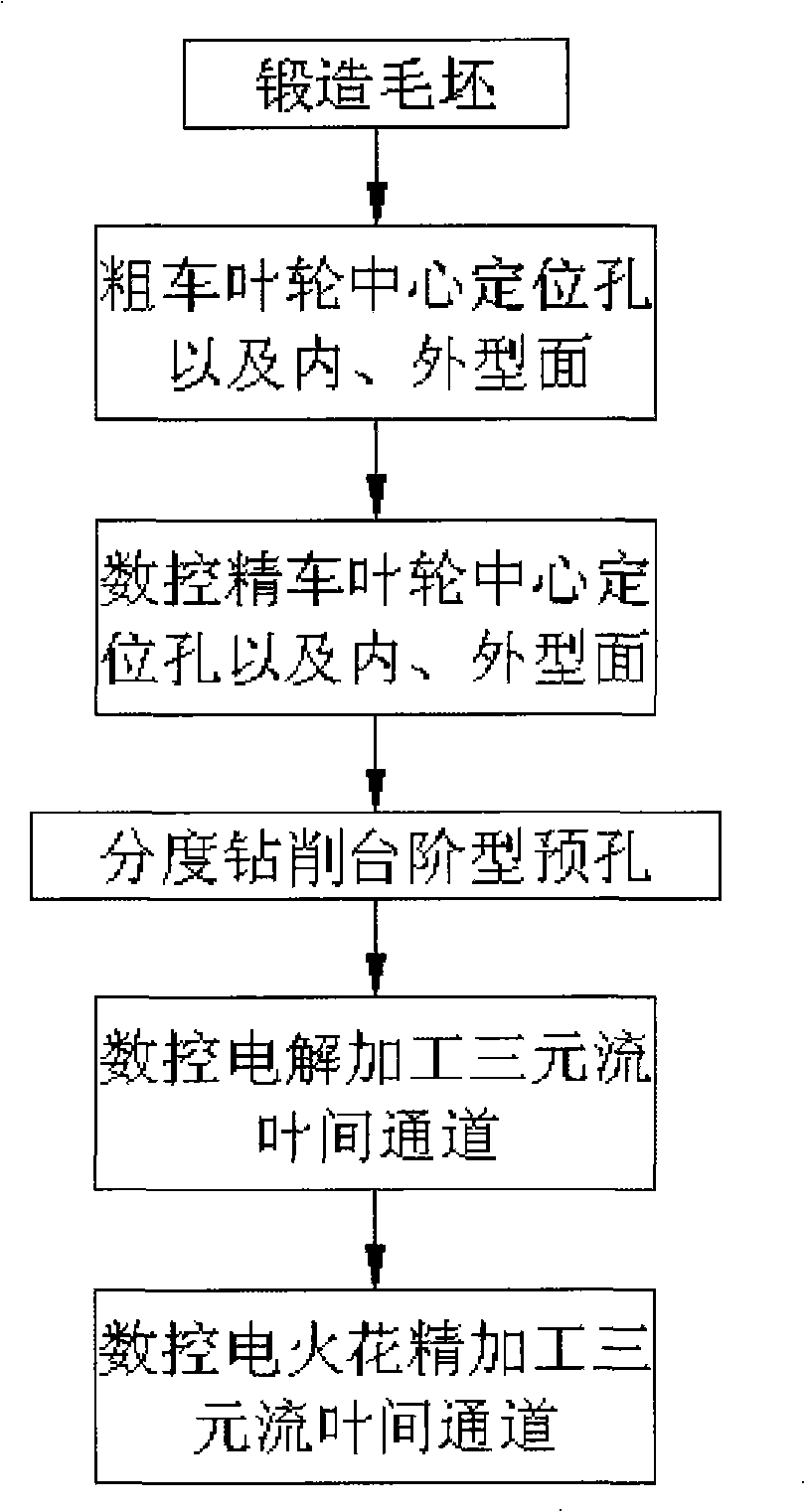
cutting process parameters. The main process is: closed impeller
forging → CNC turning impeller center positioning hole → CNC Turning the upper and lower end faces of the impeller and the inner and outer profiles →
CNC milling the inter-blade channels from the inlet and outlet ends of the inter-blade flow channels respectively (arranged according to the rough and finish
machining processes), it can be seen from this that this method is not suitable for those blades with complex profiles and high degree of bending and torsion. The three-dimensional flow closed impeller with
large size or small flow channel between blades will inevitably cause tool interference and overcut in the process of milling the flow channel between blades, so that the overall processing of the flow channel cannot be realized; at the same time, for those difficult-to-
cut high-strength The ternary flow closed impeller made of
alloy material is also very difficult or even impossible to process by
CNC milling. Not only the processing efficiency is low, the manufacturing cost is high, but it is also difficult to obtain high precision.



 Login to View More
Login to View More