

Surface laser quenching process of car panel die
A technology for automobile cover parts and laser quenching, which is applied in manufacturing tools, heat treatment equipment, furnaces, etc., can solve the problems of low utilization rate of laser energy, difficult to guarantee the quality of quenching, and easy occurrence of fatigue cracks, so as to improve the utilization rate of energy and hardness. Improve and improve the effect of mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] Example 1: Using 45# medium carbon steel as the base material, a laser quenching test was carried out.
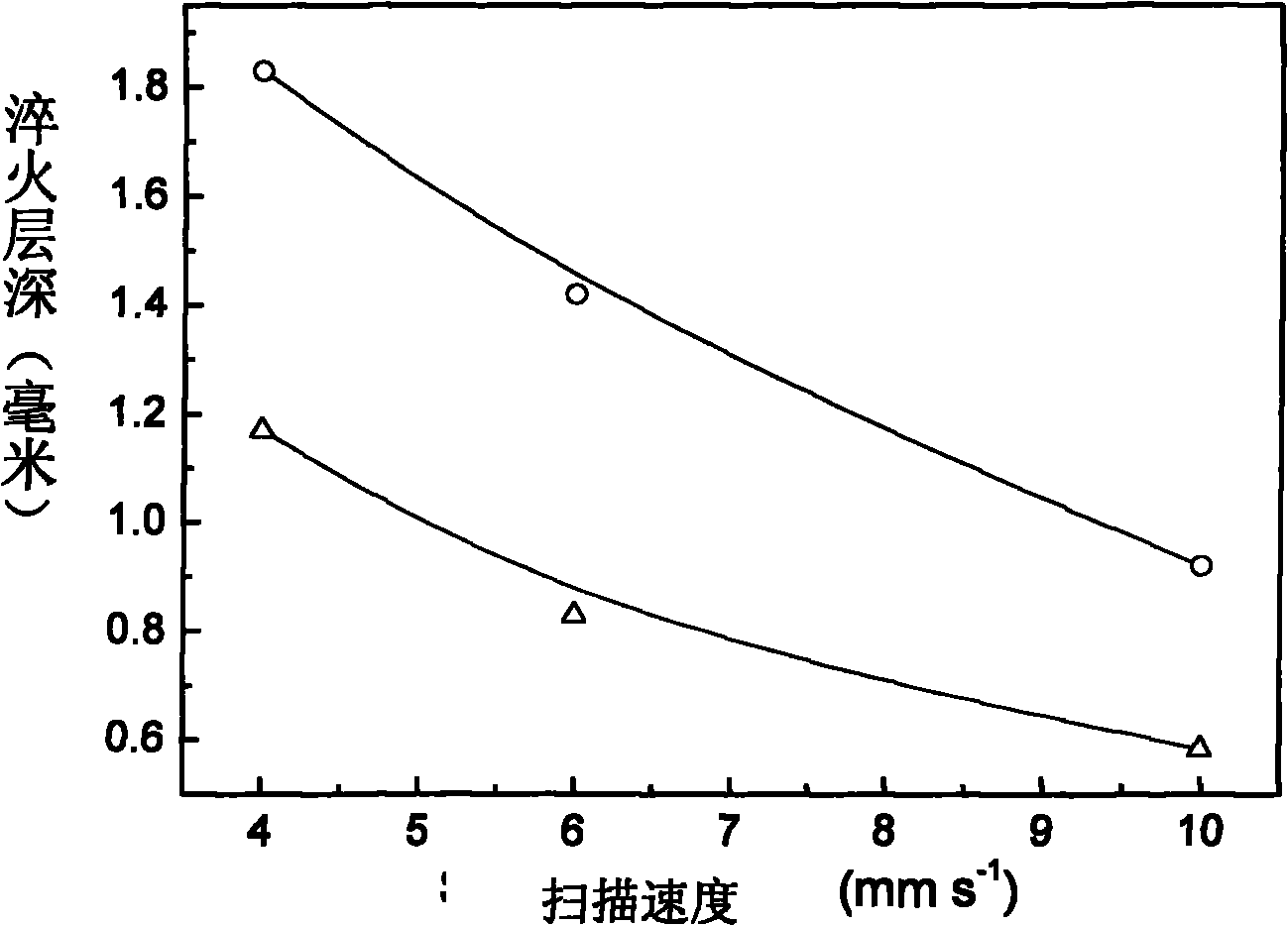
[0020] In this example, a coating with a thickness of 0.01MM is firstly applied on the surface of the substrate; 2 The laser emitted by the laser scans the surface of the coated mold, the spot size is 1×15MM, and the scanning speed is 4MM / S; finally, the coating on the surface of the substrate is removed. The depth of the quenching layer is 1.8mm, and the hardness of the quenching layer is HRC56.
[0021] The coating of above-mentioned coating adopts 60 parts by weight AL 2 o 3 Particles, 20 parts by weight ZrO 2 Particles and 20 parts by weight SiO 2 The granules are uniformly dispersed with 20-50% of the weight of the above-mentioned paint, and then sprayed on the surface of the substrate. The Al 2 o 3 Particles, ZrO 2 Particles and SiO 2 The particle size of the particles is not larger than 1 μM.
Embodiment 2
[0022] Example 2: Using 40Cr medium carbon steel as the base material, a laser quenching test was carried out.
[0023] The process flow and laser of the present embodiment are the same as in embodiment 1, except that the thickness of the substrate surface coating is 0.1MM; the laser scanning speed is 6MM / S; the coating of the coating adopts 70 parts by weight of Al 2 o 3 Particles, 10 parts by weight ZrO 2 Particles and 20 parts by weight SiO 2 The granules are uniformly dispersed with 20-50% of the weight of the above-mentioned paint, and then sprayed on the surface of the substrate. The depth of the quenching layer is 1.4mm, and the hardness of the quenching layer is HRC58.
Embodiment 3
[0024] Embodiment 3: Using Cr12MoV as the base material, a laser quenching test is carried out.
[0025] The technological process of the present embodiment and the laser are the same as embodiment 1, the difference is that the thickness of the substrate surface coating is 0.02MM; the laser scanning speed is 10MM / S; the coating of the coating adopts 70 parts of weight Al 2 o 3 Particles, 18 parts by weight ZrO 2 Particles and 12 parts by weight SiO 2 The granules are uniformly dispersed with 20-50% of the weight of the above-mentioned paint, and then sprayed on the surface of the substrate. The depth of the quenching layer is 0.8mm, and the hardness of the quenching layer is HRC56.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More