

Dissimilar metal spot welding system of light metal and coated steel and welding method thereof
A technology of coated steel plates and dissimilar metals, applied in welding equipment, metal processing equipment, arc welding equipment, etc., can solve problems such as joint deformation, reduce vehicle body design and manufacturing costs, and achieve low cost, easy promotion and application, and superior mechanical properties Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
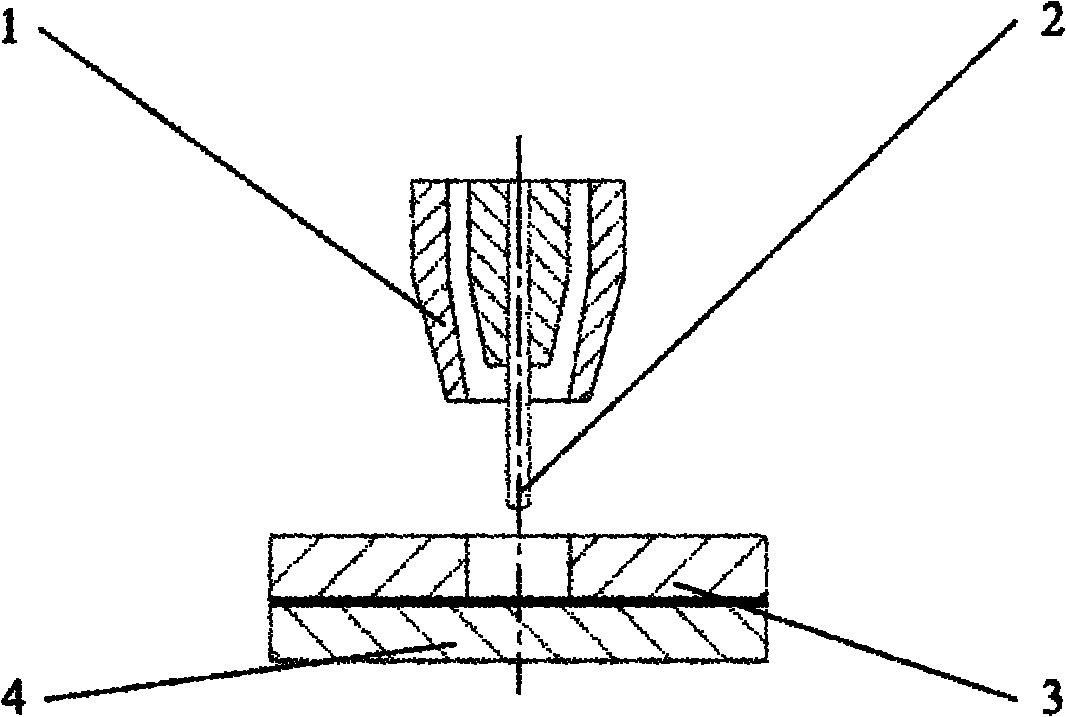
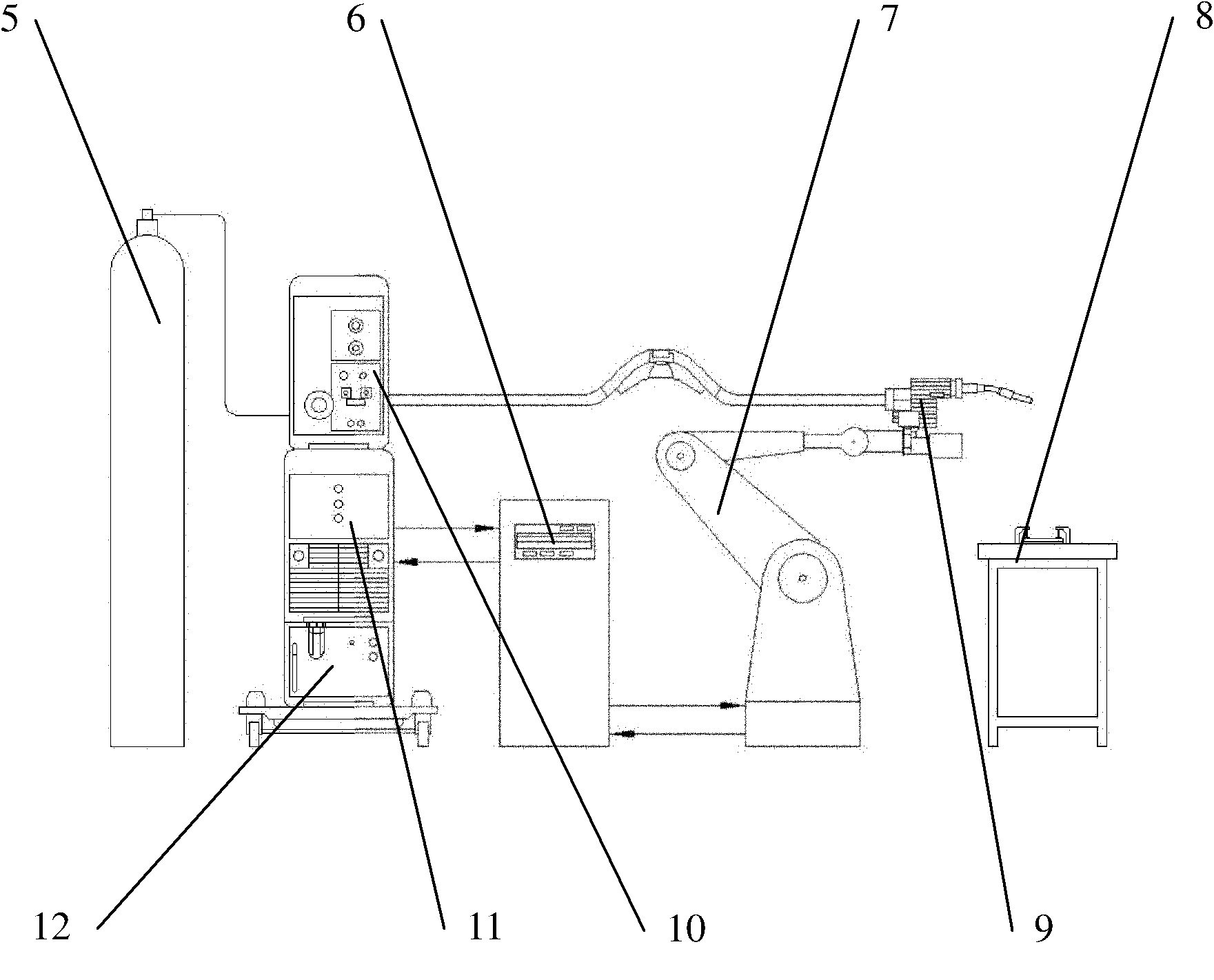
[0029] Such as figure 2 As shown, this embodiment includes: CMT arc welding system 1, welding wire 2, perforated light metal plate 3, steel plate 4, gas cylinder 5, robot control module 6, robot 7, and clamping device 8. Among them: the CMT arc welding system 1 is connected to the robot control module 6 and transmits welding control signals, the welding wire 2 is installed in the CMT arc welding system 1, the perforated light metal plate 3 and the steel plate 4 are fixed on the clamping device 8, and the gas cylinder 5 and The CMT arc welding system 1 is connected, and the robot control module 6 is connected with the robot 7 to transmit control signals for the movement of the robot 7.
[0030] The CMT arc welding system includes: a welding gun 9, a wire feeder 10, a host power supply 11, and a coolant tank 12. The welding gun 9 is connected to the wire feeder 10, the host power supply 11 and the coolant tank 12, and is installed in the robot The end of the 7; the wire feeder 10 ...
Embodiment 2
[0047] The upper light metal plate 3 of this embodiment is aluminum alloy AA6061-T6, and the lower galvanized steel plate 4 is high-strength steel DP780. The thickness of the plate is matched: 1mm+2mm, the hole diameter is 6.5mm, and the center distance between the holes is 20mm. The aluminum alloy plate 3 is mechanically polished to remove the oxide layer on the surface, and an acetone reagent is used to remove oil stains on the surface of the metal plate.
[0048] Process parameters: Welding wire 2 material is A1Si5, diameter is 1.2mm, welding current is 144A, voltage is 16.4V, wire feeding speed is 6.5m / min, arc length is corrected to -30%, wire withdrawal frequency is 70Hz, and argon gas is used as protection Gas, the flow rate is 15L / min, and the welding time is 0.8s.
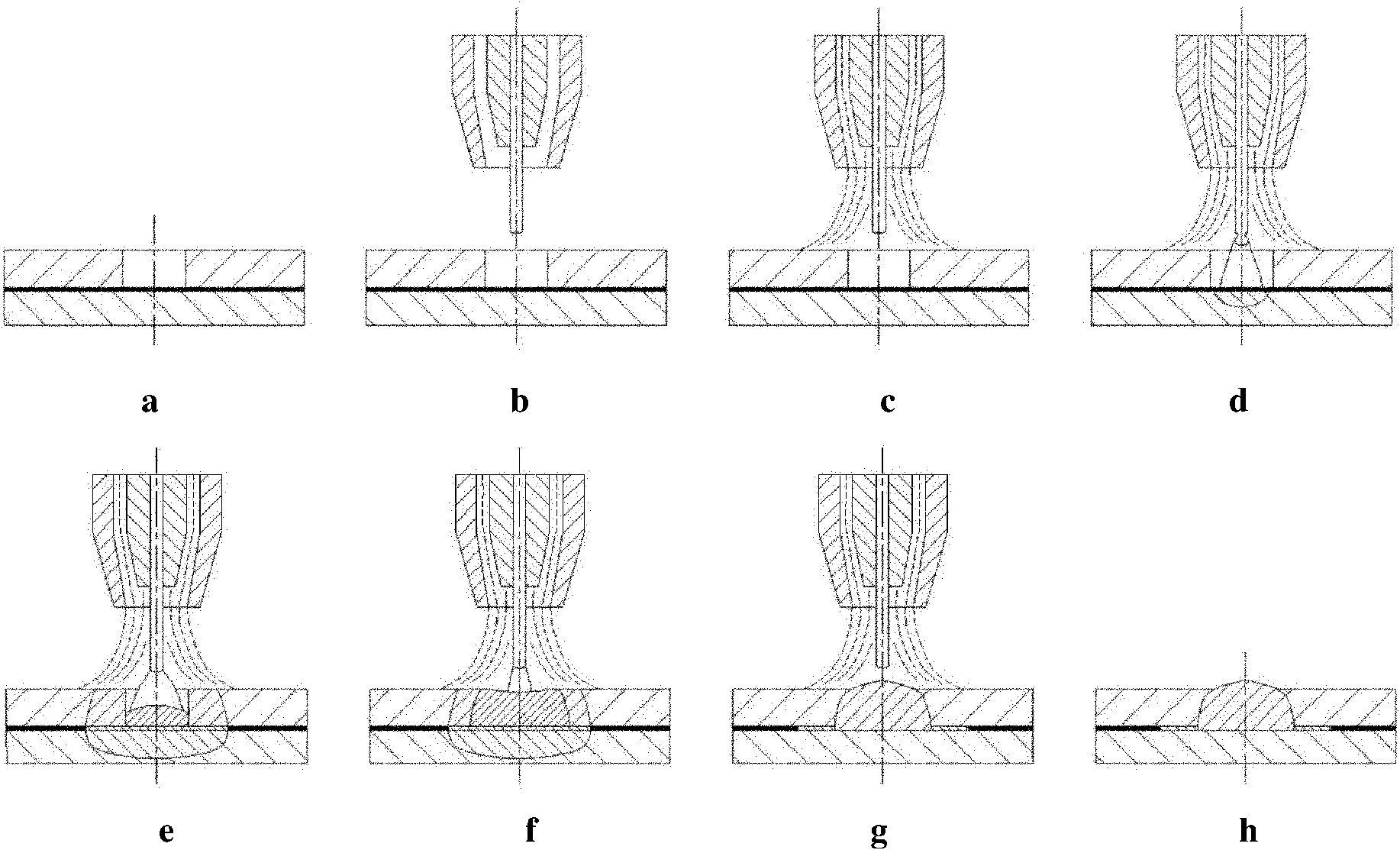
[0049] The technological process of this embodiment is as follows image 3 (a)~(h) and Figure 4 Shown:
[0050] 1) Pre-drill a number of process holes with a cylindrical diameter of 6.5mm in the aluminum alloy...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Coating thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More