

Method for preparing WC base hard alloy with high hardness and high toughness
A cemented carbide and high toughness technology, applied in the field of powder metallurgy materials, can solve problems that do not involve plate crystal WC grain crystallization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
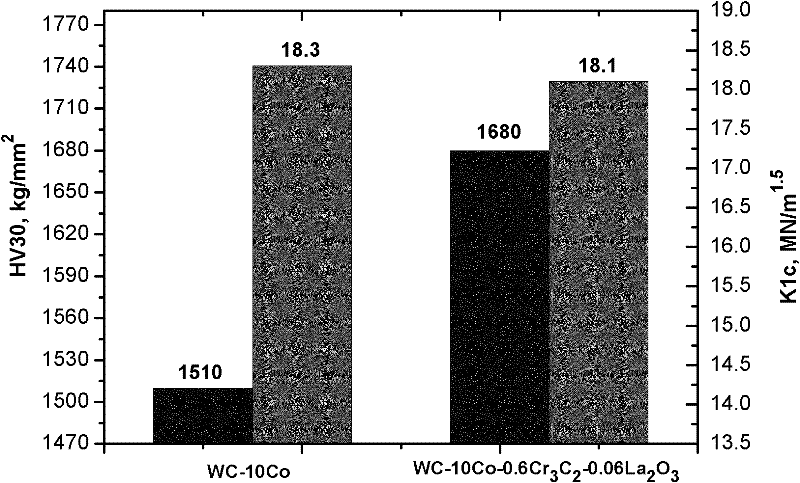
[0020] Use W powder with a specific surface area average particle size of 46.4nm, graphite powder with a specific surface area average particle size of 106.8nm, Co powder with a specific surface area average particle size of 255.0nm, and Cr with a Fischer particle size of 1.45μm in the supply state (before 40h wet grinding pretreatment) 3 C 2 And anhydrous lanthanum nitrate as raw materials to prepare WC-10Co and WC-10Co-0.6Cr 3 C 2 -0.06La 2 O 3 Cemented carbide. The alloy mixture is prepared by the traditional wet grinding process, the wet grinding time is 30h, the ball-to-battery ratio is 5:1, and the paraffin wax accounting for 1.2% of the mixture mass fraction and PEG4000 accounting for 1.2% of the mixture mass fraction are added during the wet grinding process. A mixed solution of alcohol and n-hexane with a volume ratio of 1:1 is used as the wet grinding medium. The alloy sample is pressed by the traditional molding process, and the alloy sample is sintered by the traditi...
Embodiment 2
[0022] Use W powder with a specific surface area average particle size of 46.4nm, graphite powder with a specific surface area average particle size of 106.8nm, Ni powder with a specific surface area average particle size of 205.0nm, and Cr with a Fischer particle size of 1.45μm in supply (before 40h wet grinding pretreatment) 3 C 2 And anhydrous yttrium nitrate as raw material to prepare WC-10Ni-0.8Cr 3 C 2 -0.04Y 2 O 3 Cemented carbide. The alloy mixture is prepared by the traditional wet grinding process. The wet grinding time is 32h and the ball-to-battery ratio is 4:1. During the wet grinding process, paraffin wax accounting for 1.8% of the mixture mass fraction and PEG4000 accounting for 0.8% of the mixture mass fraction are added. A mixed solution of alcohol and n-hexane with a volume ratio of 1:1 is used as the wet grinding medium. The alloy sample is pressed by the traditional molding process, and the alloy sample is sintered by the pressure sintering process. The sinte...
Embodiment 3
[0024] W powder with a specific surface area average particle size of 46.4nm, graphite powder with a specific surface area average particle size of 106.8nm, Co powder with a specific surface area average particle size of 255.0nm, and Ni powder with a specific surface area average particle size of 205.0nm, supplied (before 40h wet grinding pretreatment )Cr with a Fischer grain size of 1.45μm 3 C 2 And anhydrous cerium chloride as raw materials to prepare WC-3Ni-7Co-0.75Cr 3 C 2 -0.05CeO 2 Cemented carbide. The alloy mixture is prepared by the traditional wet grinding process, the wet grinding time is 34h, and the ball-to-battery ratio is 4:1. During the wet grinding process, paraffin wax accounting for 1.8% of the mixture mass fraction and PEG4000 accounting for 0.8% of the mixture mass fraction are added. A mixed solution of alcohol and n-hexane with a volume ratio of 1:1 is used as the wet grinding medium. The alloy sample is pressed by the traditional molding process, and the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More