

Method for increasing tar yield by coupling aromatization of hydrocarbons with coal pyrolysis
A technology of tar yield and aromatization, applied in the energy field, can solve the problem of no effect, etc., and achieve the effects of easy recycling, reducing costs, and improving tar yield.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] Mo / HZSM-5 is selected as the catalyst, and its preparation method is: soak the ammonium molybdate solution on the HZSM-5 powder, immerse at room temperature for 16 hours, dry at 120°C for 4 hours, bake at 500°C for 6 hours, form into tablets, and screen out 20-40 mesh particles.
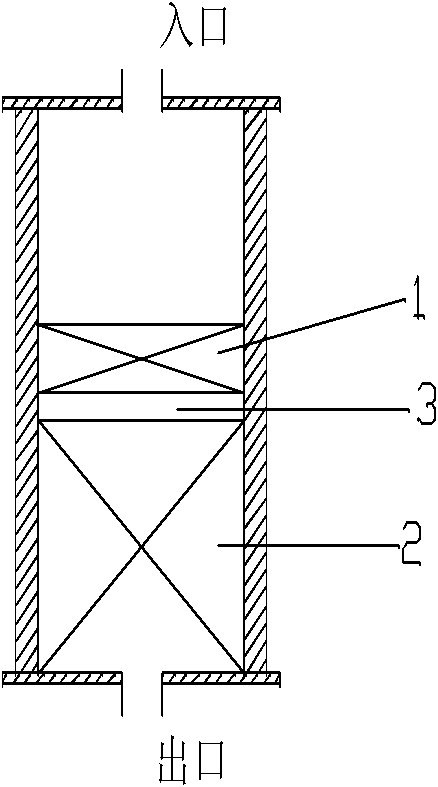
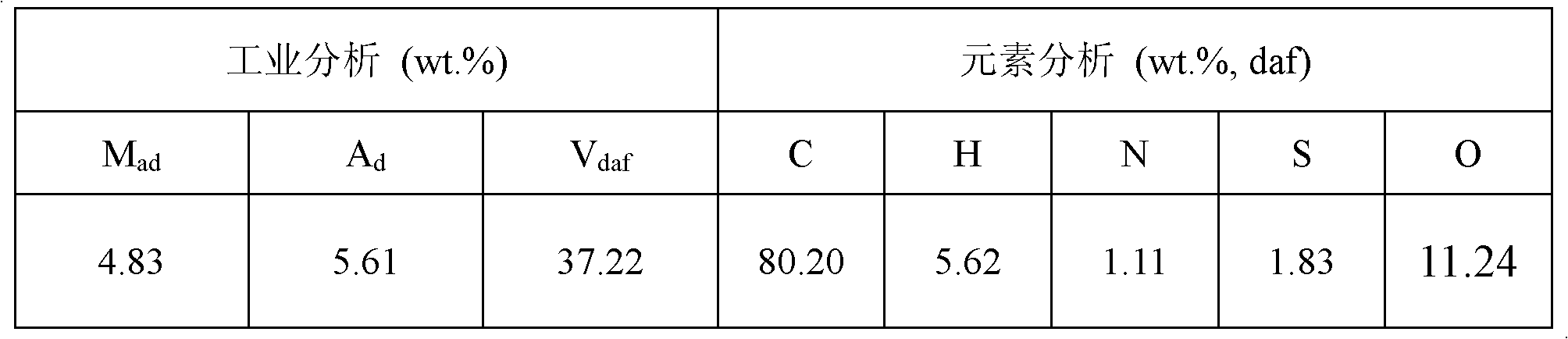
[0023] The selected coal is Shenmu coal, and its industrial analysis and elemental analysis are shown in Table 1. The test uses 5g of coal, 1g of catalyst, the pyrolysis conditions are temperature 700°C, constant temperature time 30min, pressure 0.1MPa, reaction gas 25ml / minCH 4 , into the reactor through the gas inlet. After passing through the catalyst layer and then entering the coal seam, the liquid product generated by pyrolysis is taken out of the reactor with the gas and collected by a cold trap (-20°C). Separation of oil and water according to ASTM D95-83 method. The resulting tar yield was 21.5 wt.% daf and the semi-char yield was 65.6 wt.% daf.
Embodiment 2
[0025] Mo / HZSM-5 is selected as the catalyst, and its preparation method is: soak the ammonium molybdate solution on the HZSM-5 powder, immerse at room temperature for 16 hours, dry at 120°C for 4 hours, bake at 500°C for 6 hours, form into tablets, and screen out 20-40 mesh particles.
[0026] The selected coal is Shenmu coal, and its industrial analysis and elemental analysis are shown in Table 1. The test uses 5g of coal, 1g of catalyst, the pyrolysis conditions are temperature 700°C, constant temperature time 30min, pressure 0.1MPa, reaction gas 60ml / min CH4, enter the reactor from the gas inlet. After passing through the catalyst layer and then entering the coal seam, the liquid product generated by pyrolysis is taken out of the reactor with the gas and collected by a cold trap (-20°C). Separation of oil and water according to ASTM D95-83 method. The tar yield thus obtained was 19.0 wt.% daf, and the semi-char yield was 66.1 wt.% daf.
Embodiment 3
[0028] Mo / HZSM-5 is selected as the catalyst, and its preparation method is: soak the ammonium molybdate solution on the HZSM-5 powder, immerse at room temperature for 16 hours, dry at 120°C for 4 hours, bake at 500°C for 6 hours, form into tablets, and screen out 20-40 mesh particles.
[0029]The selected coal is Shenmu coal, and its industrial analysis and elemental analysis are shown in Table 1. The test uses 5g of coal, 1g of catalyst, the pyrolysis conditions are temperature 750°C, constant temperature time 30min, pressure 0.1MPa, reaction gas 25ml / min CH4, enter the reactor from the gas inlet. After passing through the catalyst layer and then entering the coal seam, the liquid product generated by pyrolysis is taken out of the reactor with the gas and collected by a cold trap (-20°C). Separation of oil and water according to ASTM D95-83 method. The tar yield thus obtained was 20.8 wt.% daf and the semi-char yield was 64.9 wt.% daf.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More