

Metal deposition method and laser metal deposition apparatus
A laser surfacing and cooling device technology, which is applied in laser welding equipment, chemical instruments and methods, welding/welding/cutting items, etc., can solve the problems of dendrite amplitude increase and temperature gradient change
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
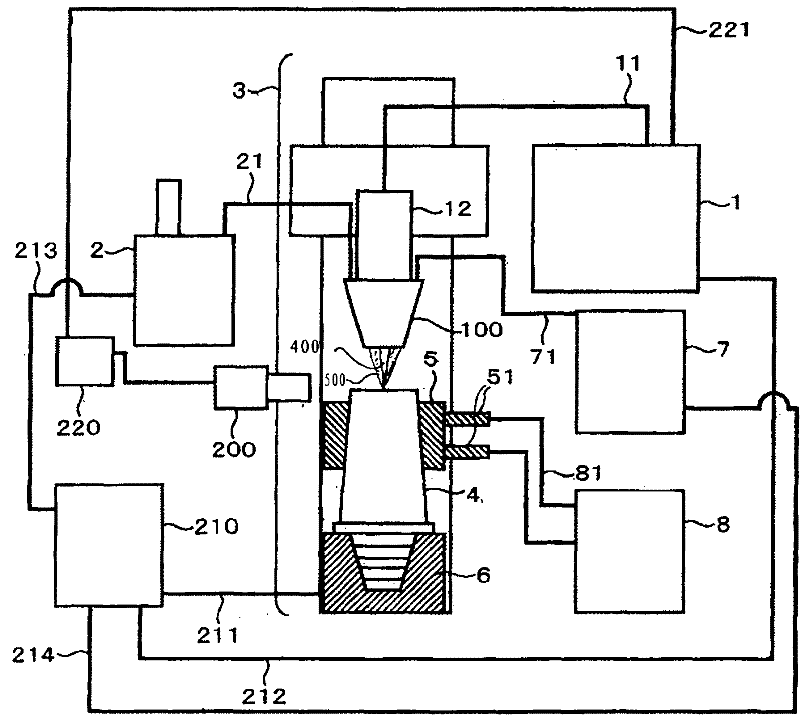
[0030] figure 1 The laser deposition welding apparatus of Example 1 is shown. 1 denotes a laser oscillator, 11 denotes an optical fiber, 12 denotes a laser welding head, 2 denotes a powder supply device, 21 denotes a powder supply tube, 3 denotes a three-dimensional NC processing device, 4 denotes a single crystal movable blade, 5 denotes a cooling fixture, 51 denotes a refrigeration Agent introduction and discharge port, 6 indicates movable blade fixing fixture, 7 indicates gas supply source, 71 indicates gas supply pipe, 8 indicates refrigerant supply, circulation and heat exchange device, 81 indicates refrigerant supply pipe, 100 indicates powder and protective gas The supply nozzle, 200 indicates the temperature measuring device of the construction department, 210 indicates the NC control panel, 211 indicates the signal line connected to the three-dimensional NC processing machine, 212 indicates the signal line connected to the laser oscillator, and 213 indicates the signa...
Embodiment 2
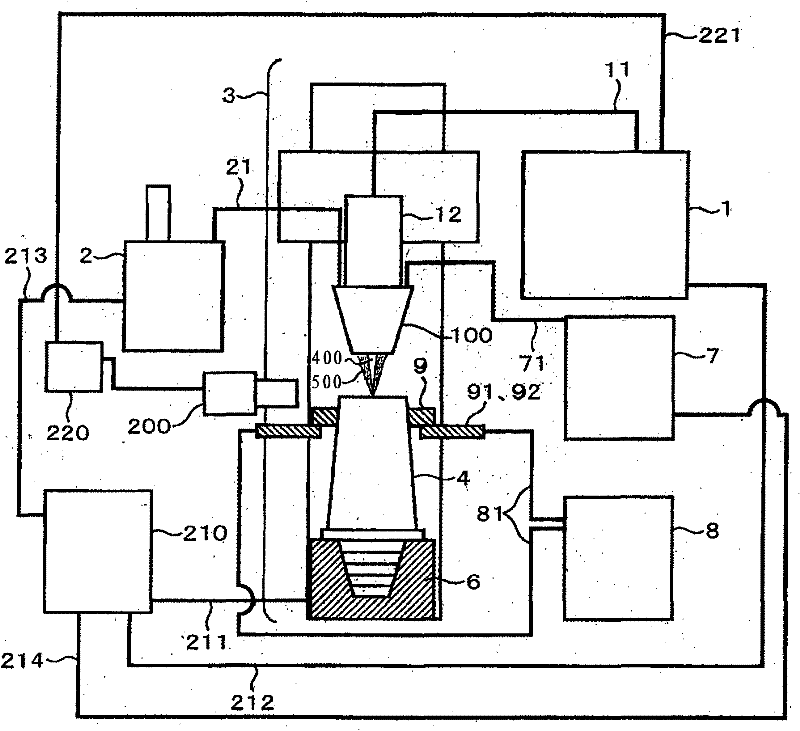
[0037] image 3 The laser deposition welding apparatus of Example 2 is shown. Its structure is a structure in which the refrigerant clamp 5 is changed to the direct refrigerant clamp 9 in the structure of the first embodiment.
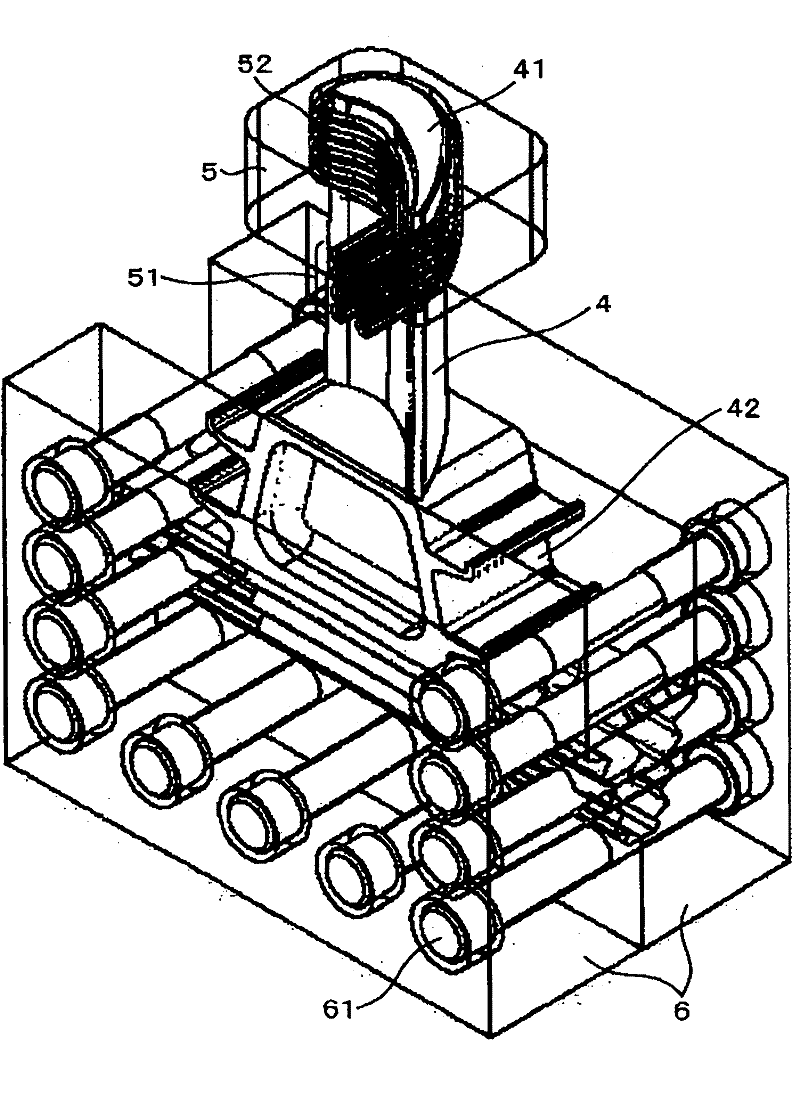
[0038] Figure 4 The usage method of the direct cooling jig 9 for forced cooling at the time of laser overlay welding of Example 2 is shown. 4 denotes single crystal movable blade, 41 denotes construction surface, 42 denotes dovetail groove, 9 denotes direct cooling fixture, 91 denotes refrigerant inlet, 92 denotes refrigerant injection channel, 93 denotes refrigerant shielding plate, 51 denotes refrigerant Introducing and discharging ports, 52 denotes a refrigerant flow path, 6 denotes a movable vane fixing jig, and 61 denotes bolt nuts for connecting the movable vane fixing jig. The single crystal movable blade 4 is fixed to the movable blade fixing jig 6, and the direct cooling jig 9 is assembled on the base material side of the construction part...
Embodiment 3
[0040] Figure 5 The laser deposition welding apparatus of Example 3 is shown. This structure is a structure in which the refrigerant jig 5 is changed to the refrigerant tank 300 in the structure of the first embodiment.
[0041] The refrigerant supplied from the refrigerant supply, circulation and heat exchange device 8 is introduced into the refrigerant tank 300 from the refrigerant inlet 302, and the single crystal alloy 4 fixed to the movable vane fixing jig 6 is arranged in the refrigerant tank 300 and By immersing it in a refrigerant, the single crystal moving vane 4 is directly forcibly cooled, thereby generating a temperature gradient between the construction surface and the base material. At this time, if the single crystal movable vane 4 is immersed in the refrigerant in a manner surrounding the construction surface, the maximum temperature gradient will also be generated in the direction perpendicular to the preferential growth direction of the base material crysta...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More