

Nickel-based brazing material and method for preparing alloy coating by nickel-based brazing material
A nickel-based solder and alloy coating technology, applied in the field of alloys, can solve problems such as difficult to form thicker coatings on the surface of workpieces, single corrosion-resistant environment, etc., achieve excellent corrosion resistance to various corrosive media, and coating thickness can be adjusted The effect of control and excellent braze coating process performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
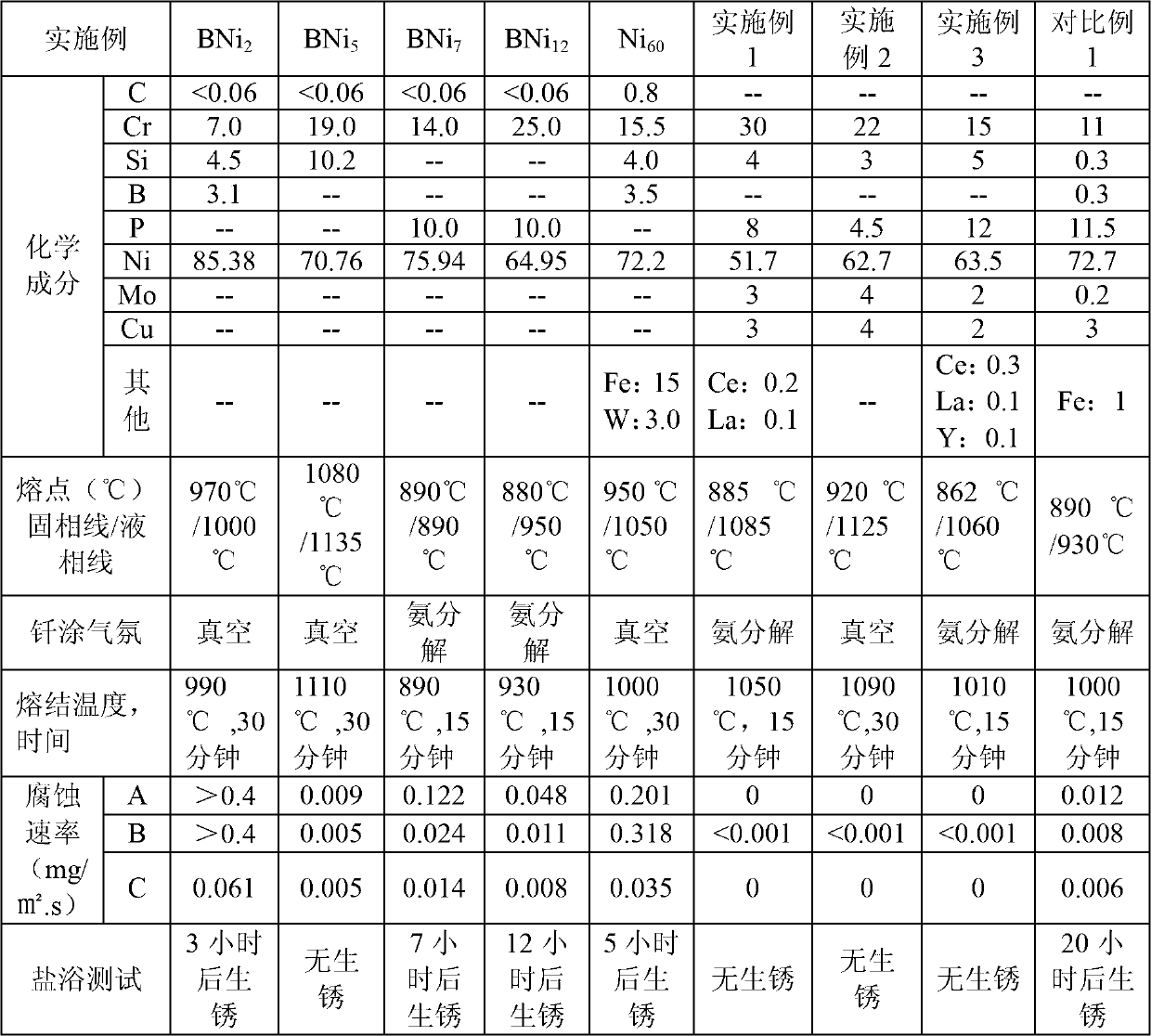
[0046] The binders in Examples 1-3 were purchased from Hunan Xinguanghuan Technology Development Co., Ltd., model: HJbinder-1208, and other materials and instruments are commercially available.
[0047] Will BNi 2 、BNi 5 、BNi 7 、BNi 12 、Ni 60 Mix the nickel-based brazing filler metal and the nickel-based brazing filler metal and binder of Examples 1 to 3 at a weight ratio of 1:1, stir evenly to obtain an alloy paste, and soak the ordinary No. 45 carbon steel workpiece in the alloy paste , after drying, place them in a vacuum brazing furnace or an ammonia decomposition atmosphere protection brazing furnace, carry out brazing coating and sintering treatment, and take out the furnace at 80°C to obtain a workpiece with an alloy coating. The corrosion resistance of each nickel-based alloy coating was tested respectively.
[0048] The symbol A indicates that the nickel-based solder is mixed with H at a mass concentration of 5%. 2 SO 4 Soak at 60°C for 24 hours
[0049] Symbo...
Embodiment 4
[0055] 1. Melting the nickel-based brazing filler metal of 2Kg embodiment 1 into an alloy liquid in a nitrogen protection environment, then carrying out the atomization cooling step with high-speed nitrogen gas to obtain a particle size of -150 object nickel-based brazing filler metal powder mixed with 8Kg of binder, Stir evenly to obtain alloy paste.
[0056] 2. Select No. 45 carbon steel pipes with an inner diameter of 30mm, a wall thickness of 2mm, and a length of 300mm for rust and oil removal, and then dry them to obtain clean carbon steel pipes.
[0057] 3. Soak the clean carbon steel pipe in the alloy paste to obtain the carbon steel pipe coated with the paste.
[0058] 4. Dry the carbon steel pipe coated with the alloy paste in a drying cabinet at 50° C. to obtain a dried carbon steel pipe.
[0059] 5. Put the dry carbon steel pipe in a brazing furnace protected by an ammonia decomposition atmosphere, adjust the sintering temperature to 1050°C for 15 minutes, and take...
Embodiment 5
[0061] 1. Melt 8Kg of the nickel-based solder of Example 2 into an alloy liquid in a vacuum, then use high-speed nitrogen to carry out the atomization cooling step to obtain a particle size of -150 mesh nickel-based solder powder mixed with 2Kg of binder, and stir evenly Obtain alloy paste.
[0062] 2. Select No. 45 carbon steel pipes with an inner diameter of 30mm, a wall thickness of 2mm, and a length of 300mm for rust and oil removal, and then dry to obtain a clean carbon steel pipe.
[0063] 3. Soak the clean carbon steel pipe in the alloy paste to obtain the carbon steel pipe coated with the paste.
[0064] 4. Dry the carbon steel pipe coated with the alloy paste in a drying cabinet at 70° C. to obtain a dried carbon steel pipe.
[0065] 5. Put the dry carbon steel pipe in the vacuum brazing furnace and start heating after vacuuming. The sintering temperature is 1090°C and the vacuum degree is 10 -1 Sintering at Pa for 30 minutes, and taking out the alloy-coated carbon ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More