

Multi-wire bead welding system and process thereof
A welding process and process technology, which is applied in the multi-wire surfacing system and its process field, can solve the problems of expensive plasma arc surfacing equipment, dangerous process, narrow weld bead width, etc., and achieve wide weld seam and machining time Effect of reduction and high deposition rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
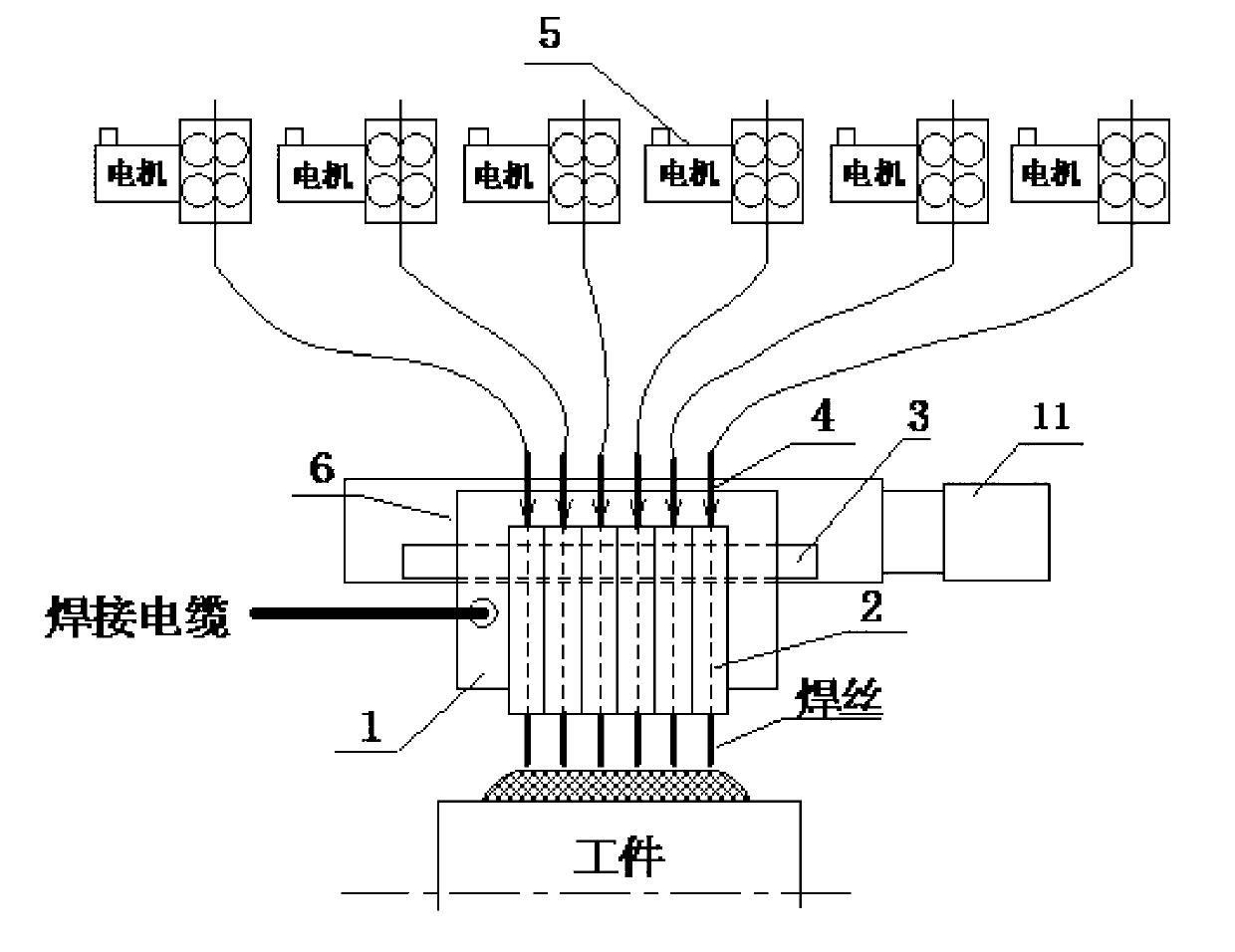
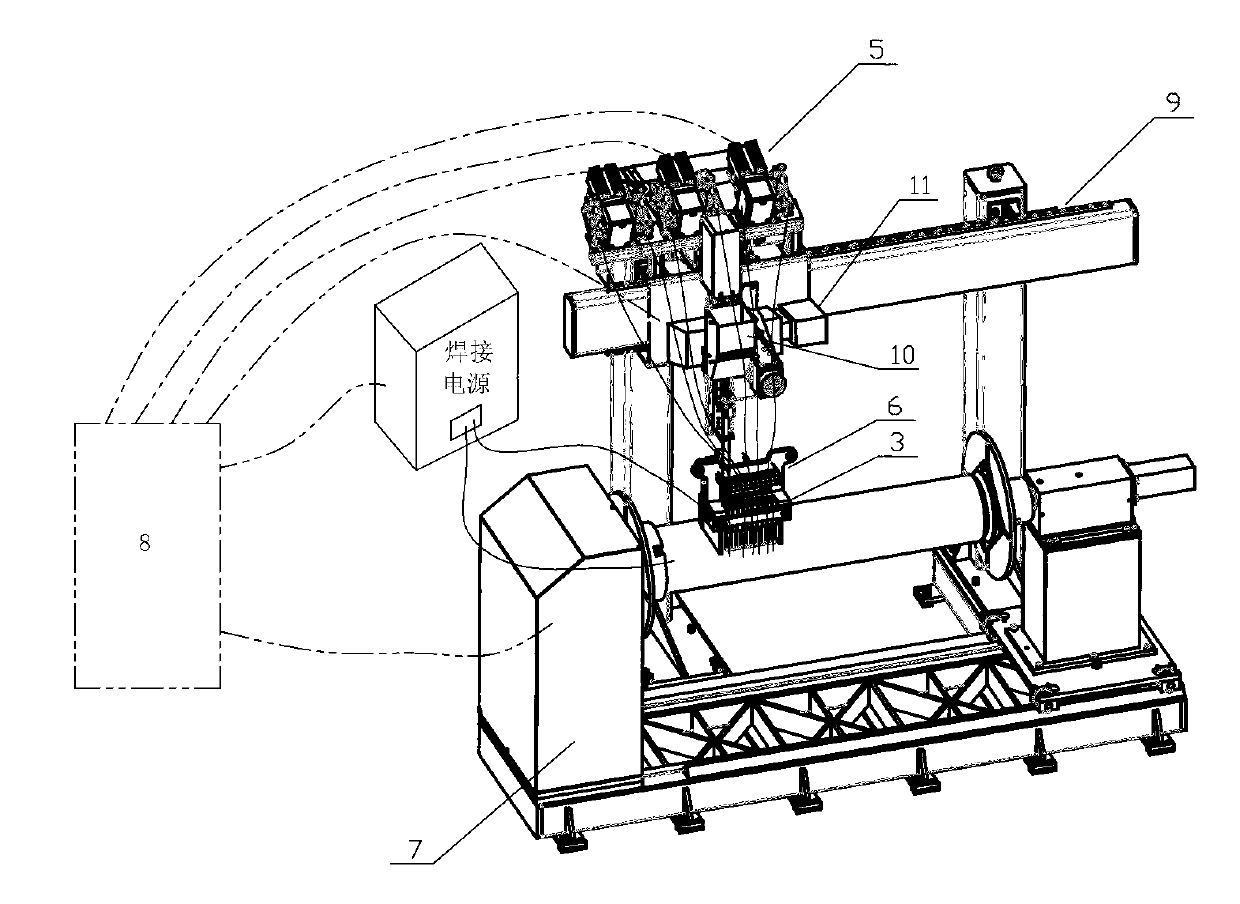
[0036] Taking 8-wire surfacing welding as an example, the multi-wire surfacing system includes a multi-wire welding torch, 8 wire feed tubes and two wire feeders. The multi-wire welding torch includes a welding torch body, 8 contact tips and cooling components. The cable is connected to the welding power source, the wire feed tube is fixed on the welding torch, and the positions of the wire feed tubes correspond to the contact tips. The wire feeder feeds the welding wires into the wire feed tubes of the multi-wire welding torch respectively, and the welding wires pass through the contact tips in parallel. The system It also includes a workpiece clamping rotary machine tool, a welding control system, and a welding torch traveling car. The multi-wire welding torch performs linear motion on the elongated rod of the welding torch traveling car. The welding control system communicates with the welding torch traveling car and the workpiece holder respectively It is connected with rot...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More