IC10 alloy connecting and repairing method for controlling dendrite growth direction through laser
A technology of growth direction and repair method, which is applied in the field of laser material processing, can solve the problems of urgent research tasks, heterogeneous joints and mismatched tensile strength wood
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
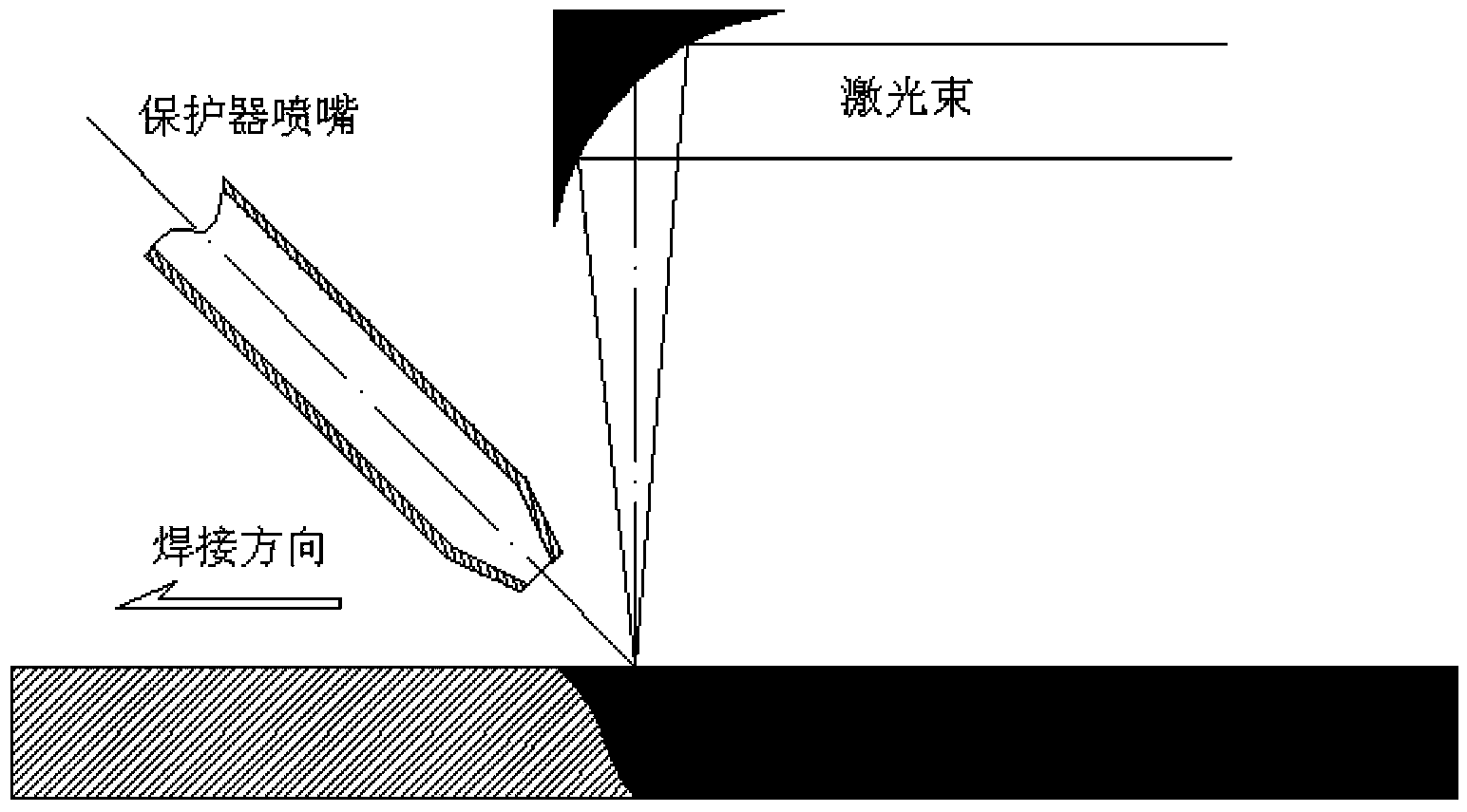
[0042] DC-035 Slab CO produced by German Rofin-Sinar Company is used for welding 2 A laser acts as a heat source. The laser's stable output power ranges from 350W to 3500W, and it adopts RF radio frequency excitation. The cylindrical mirror forms an unstable resonant cavity, and the outgoing window adopts thermally stable gemstones. Use the beam shaping element to shape the square light spot output by the laser into a circular symmetrical beam, which is transmitted to the processing position through the light guide system, and focused by the oxygen-free copper parabolic mirror. The beam mode is close to TEM 00 mold. The specific parameters are: beam diameter φ=17mm, K f =3.7mm·mrad, K≥0.95, focusing lens is copper parabolic mirror with focal length f=300mm, focal spot diameter D=0.2684mm, divergence angle θ=52.0175mrad, M 2 =1.01, depth of focus Z R =5.0537mm. The motion system is a five-axis linkage CNC machine tool from Arnold Company.
[0043] The material used in the...
Embodiment 2
[0046] DC-035 Slab CO produced by German Rofin-Sinar Company is used for welding 2 A laser acts as a heat source. The laser's stable output power ranges from 350W to 3500W, and it adopts RF radio frequency excitation. The cylindrical mirror forms an unstable resonant cavity, and the outgoing window adopts thermally stable gemstones. Use the beam shaping element to shape the square light spot output by the laser into a circular symmetrical beam, which is transmitted to the processing position through the light guide system, and focused by the oxygen-free copper parabolic mirror. The beam mode is close to TEM 00 mold. The specific parameters are: beam diameter φ=17mm, K f =3.7mm·mrad, K≥0.95, focusing lens is copper parabolic mirror with focal length f=300mm, focal spot diameter D=0.2684mm, divergence angle θ=52.0175mrad, M 2 =1.01, depth of focus Z R =5.0537mm. The motion system is a five-axis linkage CNC machine tool from Arnold Company.
[0047] The material used in the...
Embodiment 3
[0050] DC-035 Slab CO produced by German Rofin-Sinar Company is used for welding 2 A laser acts as a heat source. The laser's stable output power ranges from 350W to 3500W, and it adopts RF radio frequency excitation. The cylindrical mirror forms an unstable resonant cavity, and the outgoing window adopts thermally stable gemstones. Use the beam shaping element to shape the square light spot output by the laser into a circular symmetrical beam, which is transmitted to the processing position through the light guide system, and focused by the oxygen-free copper parabolic mirror. The beam mode is close to TEM 00 mold. The specific parameters are: beam diameter φ=17mm, K f =3.7mm·mrad, K≥0.95, focusing lens is copper parabolic mirror with focal length f=300mm, focal spot diameter D=0.2684mm, divergence angle θ=52.0175mrad, M 2 =1.01, depth of focus Z R =5.0537mm. The motion system is a five-axis linkage CNC machine tool from Arnold Company.
[0051]The material used in the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More