

Manufacturing method of high-toughness hot-rolled plate coil for welded gas cylinder
A technology for hot-rolled coils and steel for gas cylinders is applied in the field of manufacturing hot-rolled coils of high-toughness welded steel for gas cylinders, and can solve the problem of reducing the impact toughness level and stability of low-carbon bainitic steel, high cost, The strength and toughness of steel coils are difficult to control, so as to achieve the effect of uniform structure and excellent performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The manufacturing method of the hot-rolled coil of steel for the high-toughness welded gas cylinder, the composition ratio of the hot-rolled coil is shown in Table 1;
[0032] The manufacturing process of hot-rolled coils is: smelting - molten iron pretreatment - LF furnace refining - continuous casting - heating - rolling - coiling;
[0033] The smelting is carried out in the converter, the smelting control P is 0.013%, the final furnace temperature is 1620°C, the slag blocking operation is strengthened during the smelting process, and the slag amount is 4kg / t;
[0034] The molten iron pretreatment control S is 0.005%, the front slag removal and the rear slag removal, and the bright side of the rear slag removal is 88%;
[0035] The LF furnace refining control S is 0.010%, and the white slag operation ensures the full reduction of ladle top slag. Ensure that the total weak stirring time before and after feeding the calcium line is 12 minutes;
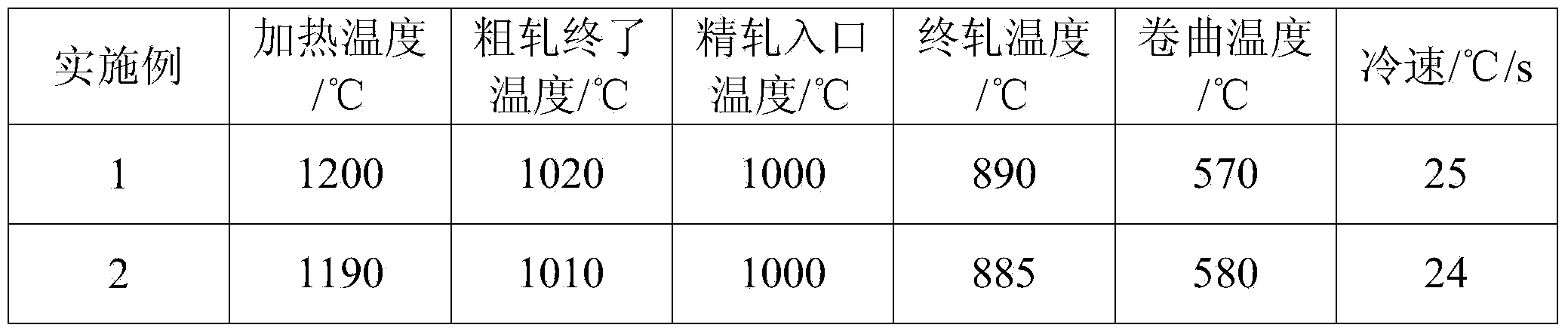
[0036] Heating tempera...
Embodiment 2
[0041] The manufacturing method of the hot-rolled coil of steel for the high-toughness welded gas cylinder, the composition ratio of the hot-rolled coil is shown in Table 1;
[0042] The manufacturing process of hot-rolled coils is: smelting - molten iron pretreatment - LF furnace refining - continuous casting - heating - rolling - coiling;
[0043] The smelting is carried out in a converter, the smelting control P is 0.012%, and the final furnace temperature is 1635°C. During the smelting process, the operation of tapping and slag is strengthened, and the amount of slag is 3.5kg / t;
[0044] Hot metal pretreatment control S is 0.004%, front slag removal and rear slag removal, the bright side of rear slag removal is 90%;
[0045] The LF furnace refining control S is 0.008%, and the white slag operation ensures the full reduction of ladle top slag. Ensure that the total weak stirring time before and after feeding the calcium line is 13 minutes;
[0046] Heating temperature and...
Embodiment 3
[0051] The manufacturing method of the hot-rolled coil of steel for the high-toughness welded gas cylinder, the composition ratio of the hot-rolled coil is shown in Table 1;
[0052] The manufacturing process of hot-rolled coils is: smelting - molten iron pretreatment - LF furnace refining - continuous casting - heating - rolling - coiling;
[0053] The smelting is carried out in the converter, the smelting control P is 0.012%, the final furnace temperature is 1630°C, the operation of tapping and slag is strengthened during the smelting process, and the slag amount is 3.2kg / t;
[0054] Hot metal pretreatment control S is 0.004%, front slag removal and rear slag removal, the bright side of rear slag removal is greater than 85%;
[0055] The LF furnace refining control S is 0.007%, and the white slag operation ensures the full reduction of ladle top slag. Ensure that the total weak stirring time before and after feeding the calcium line is 14 minutes;
[0056] Heating temperat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More