

Titanium alloy laser cladding surface reinforcing method
A laser cladding and surface strengthening technology, applied in the coating process and coating of metal materials, etc., can solve the problems of increasing the cracking sensitivity of the laser cladding layer, easy to form inclusions, complicated processes, etc., to increase the cracking sensitivity, The effect of low inclusions and low porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0070] Cut the titanium alloy sample into a cuboid with a size of 30mm×10mm×10mm, and use a laser beam to clad Co42 cobalt-based self-fluxing alloy powder on its 30mm×10mm surface.
[0071] The specific process steps are as follows:
[0072] (1) Before laser cladding, clean the surface of the titanium alloy, wipe it clean and dry it.
[0073] (2) Co42 cobalt-based self-fluxing alloy powder is evenly adjusted into a paste;
[0074] (3) Apply the pasty mixture powder in (2) evenly on the titanium alloy surface, control the thickness at 0.8mm, and let it dry naturally;
[0075] (4) Adjust the laser current, adjust the power to 950W, protect the gas at 0.3MPa, and spot diameter 4mm. Keep the scanning speed at 5mm / s for laser cladding.
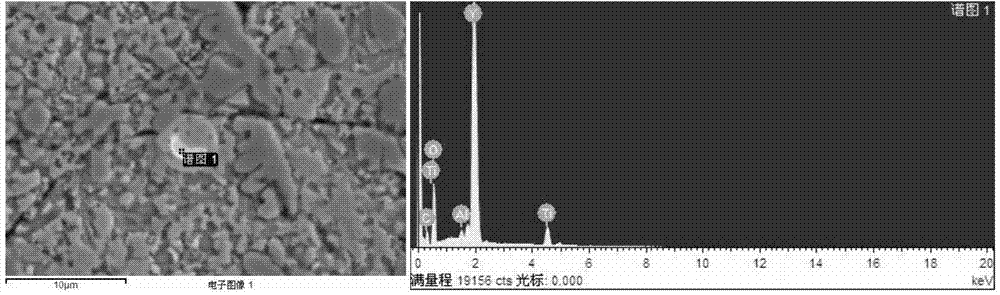
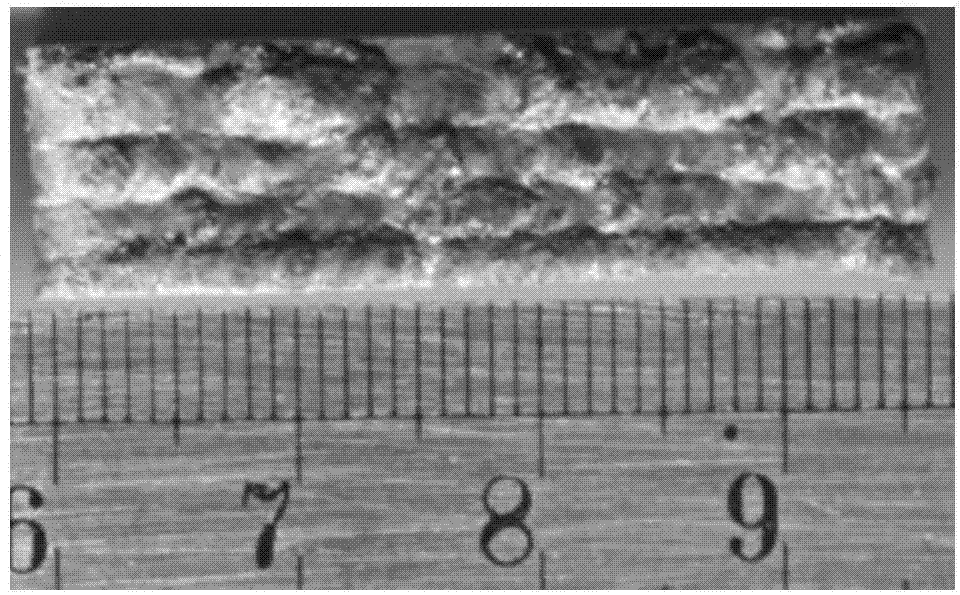
[0076] Purely using Co42 self-fluxing alloy as the cladding material, in the process of laser cladding, the droplet splashes seriously, which makes the surface of the cladding layer appear wavy after cladding, such as figure 1 shown. Under the...
Embodiment 2
[0080] Cut the titanium alloy sample into a cuboid with a size of 30mm×10mm×10mm, and use a laser to cut the mass percentage into Co42 cobalt-based self-fluxing alloy powder accounting for 80%, B 4 C accounts for 20% mixed powder cladding on its 30mm×10mm surface.
[0081] The specific process steps are as follows:
[0082] (1) Before laser cladding, clean the surface of the titanium alloy, wipe it clean and dry it.
[0083] (2) the above mass ratio of Co42, B 4 C mixture powder is evenly adjusted into a paste;
[0084] (3) Apply the pasty mixture powder in (2) evenly on the surface of the titanium alloy, keep the thickness uniform, and let it dry naturally;
[0085] (4) Adjust the laser current, adjust the power to 950W, protect the gas at 0.5MPa, and spot diameter 4mm. Keep the scanning speed at 5mm / s for laser cladding.
[0086] After laser cladding, the cladding surface is relatively smooth, such as Image 6 shown.
[0087] Figure 7 , Figure 8 is to add B 4 C w...
Embodiment 3
[0093] Cut the titanium alloy sample into a cuboid with a size of 30mm×10mm×10mm, and use a laser to cut the mass percentage into Co42 cobalt-based self-fluxing alloy powder accounting for 90%, B 4 C accounts for 10% mixed powder cladding on its 30mm×10mm surface.
[0094] The specific process steps are as follows
[0095] (1) Before laser cladding, clean the surface of the titanium alloy, wipe it clean and dry it.
[0096] (2) the above mass ratio of Co42, B 4 C mixture powder is evenly adjusted into a paste;
[0097] (3) Apply the pasty mixture powder in (2) evenly on the surface of the titanium alloy, keep the thickness uniform, and let it dry naturally;
[0098] (4) Adjust the laser current, adjust the power to 950W, protect the gas at 0.3MPa, and spot diameter 4mm. Keep the scanning speed at 5mm / s for laser cladding.
[0099] After laser cladding, the surface hardness and wear resistance of the sample are significantly improved, such as Figure 10 , Figure 11 show...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More