

Double two-sided synchronous tungsten electrode high-frequency pulse argon arc welding butt welding method
A high-frequency pulse, argon arc welding technology, used in arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problem of inability to guarantee the welding seam formation and quality of stainless steel plates, affecting the welding seam formation and quality, and increasing the number of times the welding seam is heated. and other problems, to achieve the effect of reducing porosity sensitivity, reducing the amount of weld metal filling, and increasing the thickness of penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] In this example, the stainless steel storage tank made of SUS304 material is welded to the stainless steel storage tank as an illustration. The diameter of the stainless steel storage tank to be made is 12m, and the height is 21m. The height is 1.5m, and the thickness from bottom to top is 16mm, 14mm, 12mm, 12mm, 10mm, 10mm, 8mm, 8mm, 8mm, 6mm, 6mm, 6mm, 6mm, 6mm.
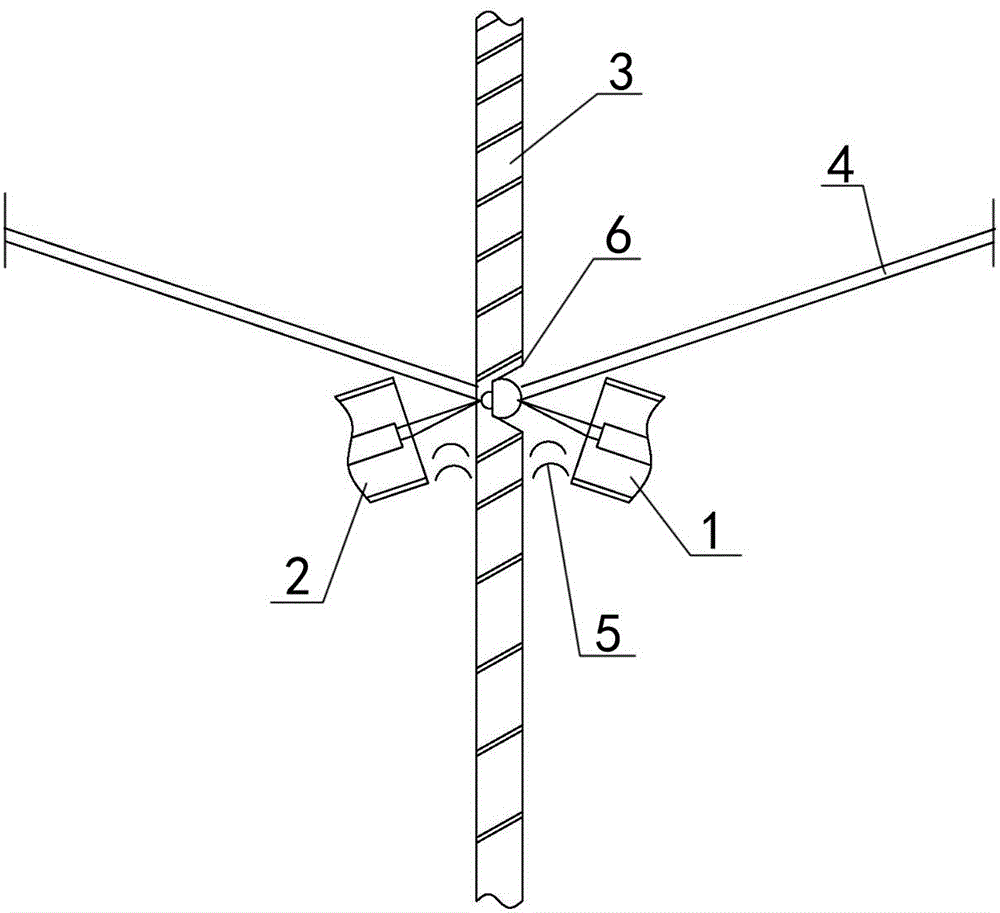
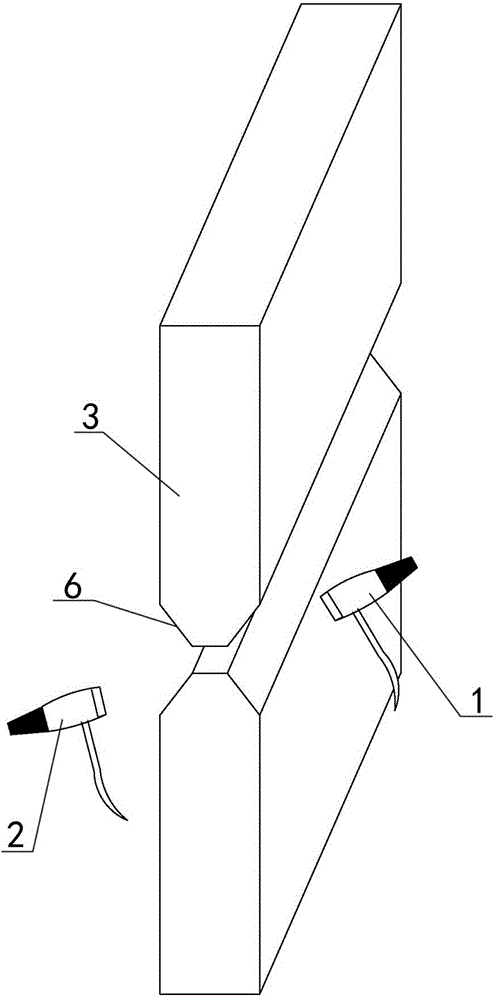
[0041] The embodiment adopts a two-person double-sided synchronous tungsten electrode pulse argon arc butt welding method, the outer side of the weld seam is the main welding torch, the welding torch equipment is MSM-400 inverter DC high-frequency pulse argon arc welding machine, and the inner side of the weld seam is the auxiliary welding torch , The welding torch equipment is ZXT-400STG DC argon arc welding machine.
[0042] MSM-400 inverter DC high-frequency pulse argon arc welding machine: The welding current changes at a very high frequency of thousands or even tens of thousands of times per second. Suc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More