

Method for machining large-diameter super-thin-walled tubular product made of high-deformation materials
A processing method and large-diameter technology, applied in the field of metal processing and forming, can solve the problems of limited wall thickness reduction, weld seam reduction in overall performance, large wall thickness deviation, etc., to avoid coarse structure and inclusions, and strictly control The effect of refining the structure and strictly controlling the uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
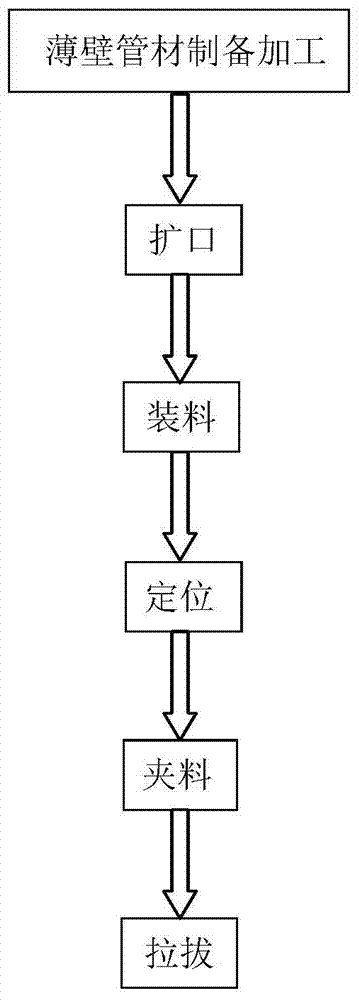
[0040] The specific steps for the preparation and processing of large-diameter ultra-thin-walled pipes are as follows:
[0041] (1) The processing object is Inconel690 nickel alloy large-diameter ultra-thin-wall pipe with a diameter of Ф500mm and a wall thickness of 0.5mm. Clean, polish and repair the surface defects of the pipe to obtain the pipe;
[0042] (2) Flare one end of the pipe obtained in step (1) on a press or spinning machine, the diameter of the flared part is Ф508mm, and then evenly apply lubricating oil on the inner and outer walls of the pipe and the die holes of the sizing die;
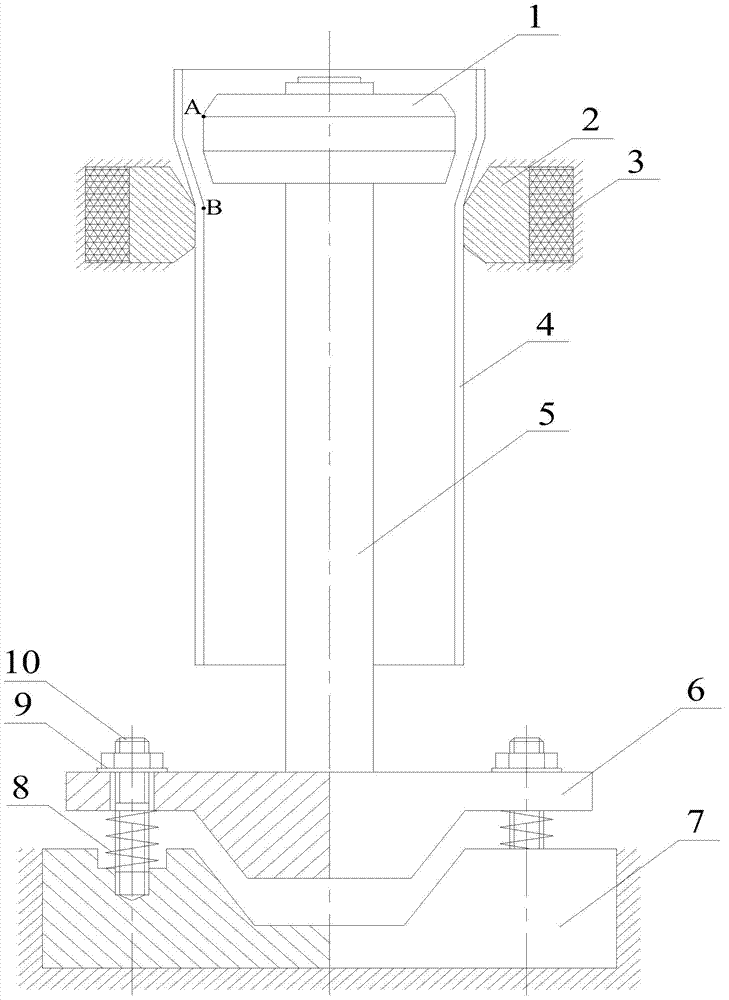
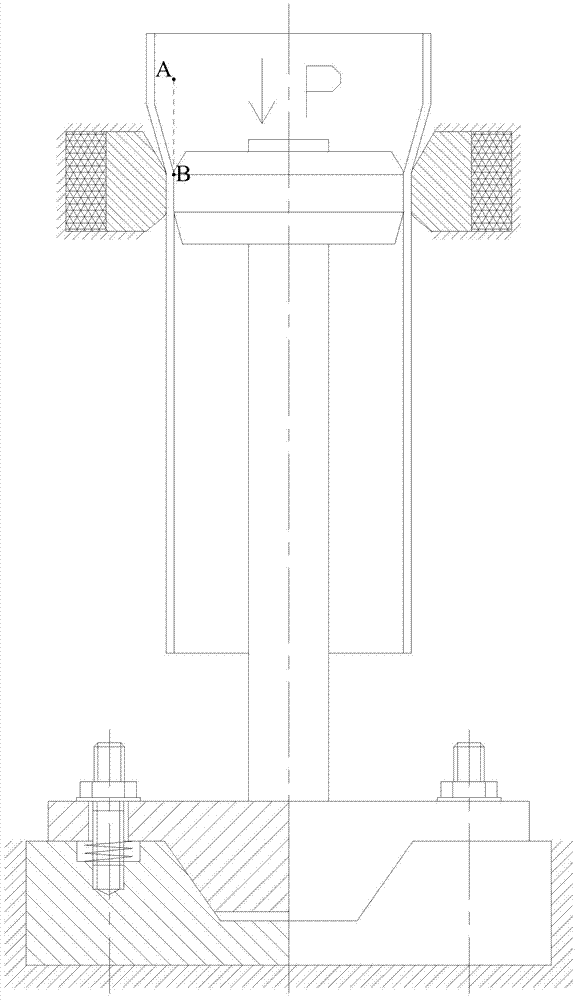
[0043] (3) Insert the unflared end of the pipe obtained in step (2) into the die hole of the sizing die. The die hole size of the sizing die is the same as the diameter of the pipe. The outer wall of the pipe is close to the die hole of the sizing die, and the center of the pipe is The line and center coincide with the center line and center of the sizing die. Then fix the expansion...
Embodiment 2
[0048] The specific processing steps are the same as in Example 1. The processing object is a large-diameter ultra-thin-walled pipe of Monel400 nickel alloy. The preparation and processing of the thin-walled pipe is the same as that of Example 1. The diameter of the Monel400 alloy pipe is Ф900mm and the wall thickness is 1mm. The diameter of the finished pipe is Ф900mm, the wall thickness is 0.8mm, and the ratio of diameter to thickness is 1125. Flare one end of the pipe on the spinning machine, and the diameter of the flared part is Ф920mm. The cone angle of the expansion mandrel is 15°, the length of the sizing belt is 50mm, and the drawing speed is 5mm / s. After three times of drawing, a pipe with a wall thickness of 0.85mm is obtained. The wall thickness of the pipe after the first drawing is 0.94mm, and the processing rate is 5.99%; the wall thickness of the pipe after the second drawing is 0.89mm, and the processing rate is 5.31%, and the wall thickness of the pipe after ...
Embodiment 3
[0050] The specific processing steps are the same as in Example 1. The processing object is a large-diameter ultra-thin-walled pipe of Monel400 nickel alloy. The preparation and processing of the thin-walled pipe is the same as in Example 1. The diameter of the Monel400 alloy pipe is Ф600mm and the wall thickness is 1.5mm. The diameter of the finished pipe is Ф600mm, the wall thickness is 0.6mm, and the ratio of diameter to thickness is 1000. Flare one end of the pipe on the press, and the diameter of the flared part is Ф610mm. Firstly, vacuum annealing is carried out through four-pass drawing; and then three-pass drawing is carried out to obtain a pipe with a wall thickness of 0.35 mm. Before vacuum annealing, the cone angle of the four-pass drawing expansion core is 30°, the length of the sizing belt is 30mm, and the drawing speed is 20mm / s; after vacuum annealing, the cone angle of the expansion core is drawn three times. The angle is 15°, the length of the sizing belt is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Cone angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More