High-hardness material surface treatment method and device
A surface treatment, high hardness technology, applied in the field of material processing, can solve the problems of unsatisfactory effect, low plastic deformation ability, limited effect, etc., and achieve the effects of good residual stress elimination effect, fatigue resistance improvement, and good processing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
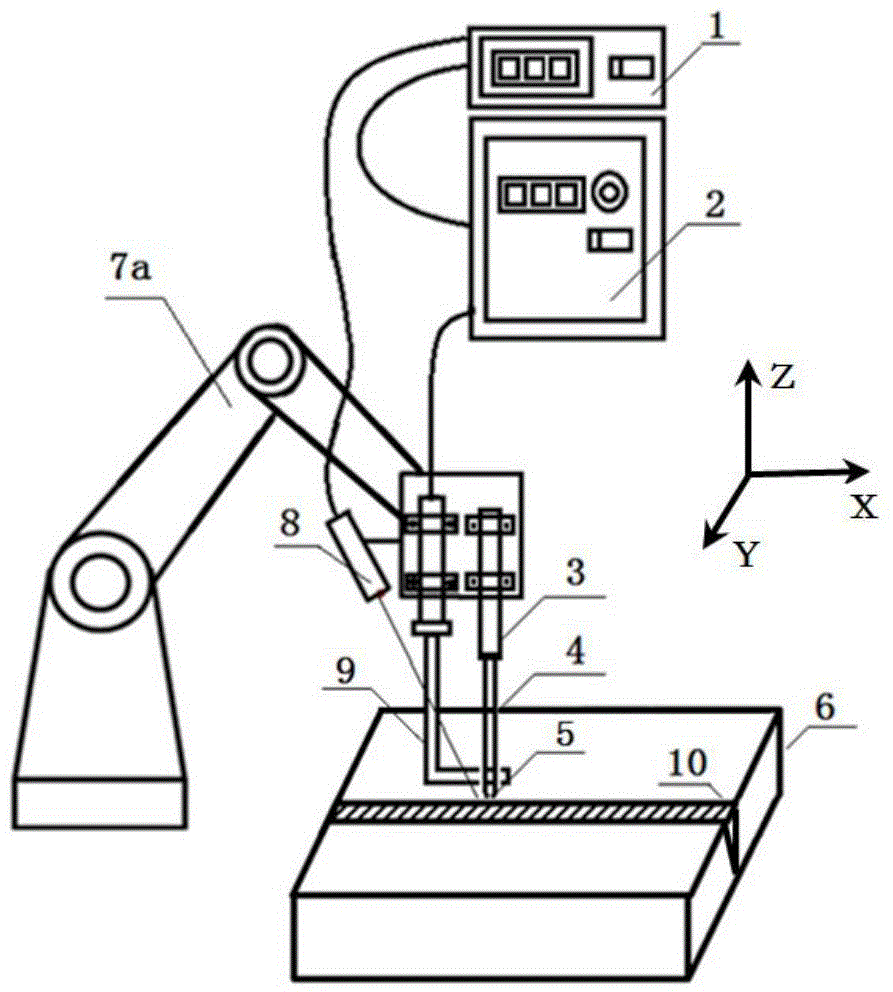
[0041] as attached figure 1 As shown, after the 16Mn steel plate is welded, induction-assisted ultrasonic shock is used to treat the weld seam and heat affected zone (Heat Affected Zone, HAZ) to eliminate welding stress. After treatment, the peak residual compressive stress ~300MPa is formed on the surface of the weld, and the depth of the compressive stress layer is ~1.5mm. The microstructure of weld seam and HAZ area is obviously refined, and the fatigue strength of weld seam is increased by 30-40%.
[0042] Implementation steps:
[0043] ① Fix the welded 16Mn steel plate at a specific position;
[0044] ②Clamp the induction coil on the manipulator, the heating surface of the induction coil is parallel to the surface to be impacted by the 16Mn steel plate, and the gap between the two planes is 3mm;
[0045] ③The infrared thermometer aims at the induction heating area on the steel plate. The infrared thermometer is connected with the temperature controller and the inducti...
Embodiment 2
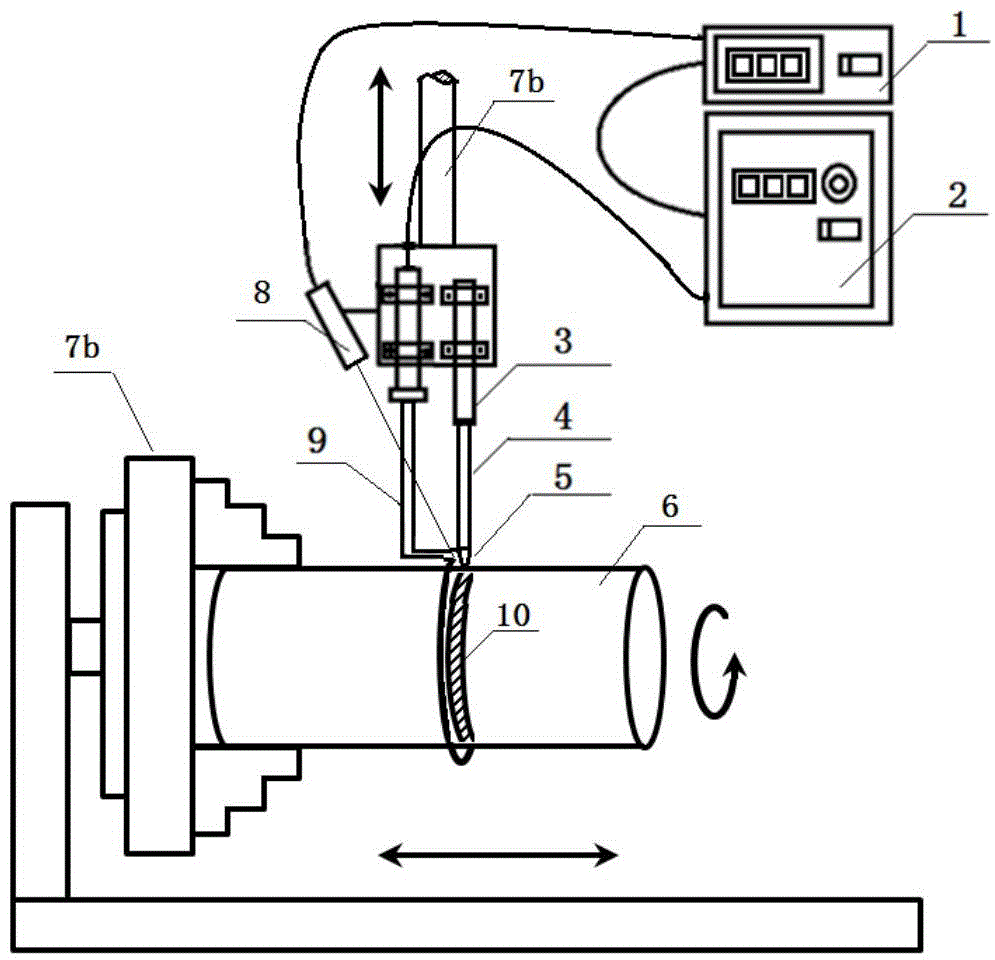
[0049] Such as figure 2 As shown, the circular weld of stainless steel pipe 1Cr18Ni9Ti, in order to eliminate the welding residual stress and improve the resistance to stress corrosion cracking, induction-assisted ultrasonic shock is used to treat the circular weld. After treatment, the peak residual compressive stress ~ 350MPa is formed on the surface of the girth weld, and the depth of the compressive stress layer is ~ 1.8mm. The structure of the weld and HAZ area is obviously refined, and the stress corrosion cracking resistance of the weld is increased by 40-50% compared with that before treatment.
[0050] Implementation steps:
[0051] ① Install the welded stainless steel pipe 1Cr18Ni9Ti on the CNC machine tool;
[0052] ②Clamp the induction coil on the spindle of the CNC machine tool, and the gap between the induction coil and the stainless steel pipe is 5mm;
[0053] ③The infrared thermometer is aimed at the induction heating area on the stainless steel tube. The ...
Embodiment 3
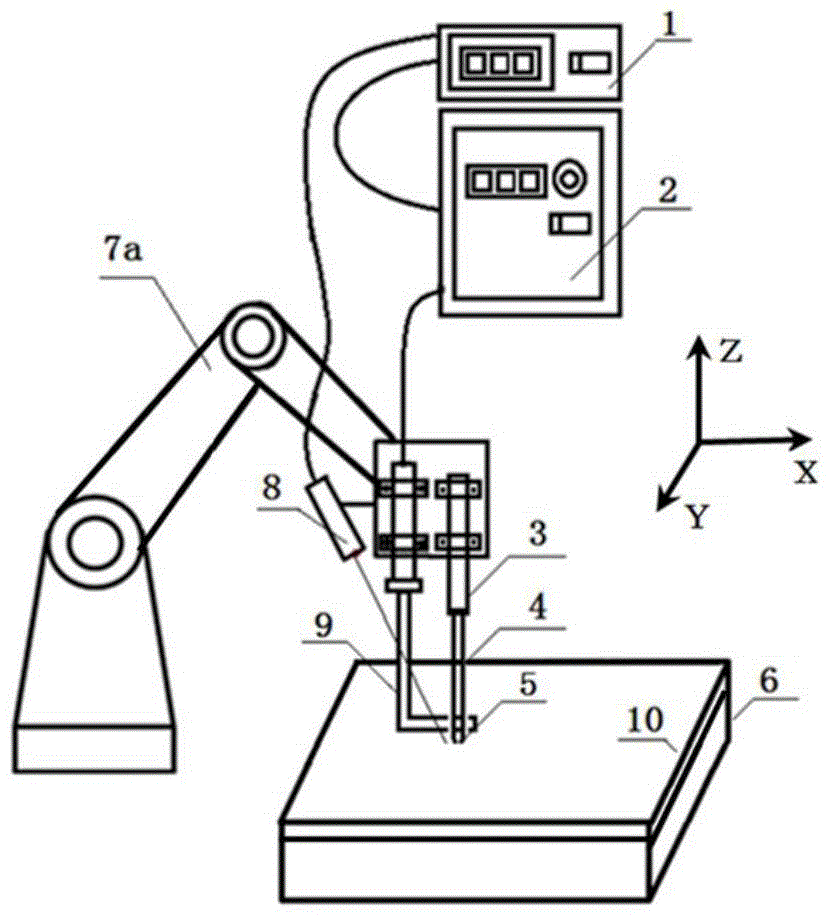
[0057] as attached image 3 As shown, the plasma arc surfacing welding stellite-1 superalloy layer on the 45 steel flat substrate. The surfacing layer is processed by induction-assisted ultrasonic shock. After impact treatment, the residual tensile stress on the surface of the coating is completely eliminated, and a compressive stress layer with a peak stress of 200MPa is formed. The depth of the compressive stress layer is 0.8mm. There is no cracking phenomenon on the surface of the surfacing layer, and the sliding wear performance at room temperature and high temperature is better than that of treatment The previous increase was 20-50%.
[0058] Implementation steps:
[0059] ① Fix the workpiece after surfacing;
[0060] ②Clamp the induction coil on the manipulator, the heating surface of the induction coil is parallel to the stellite-1 surfacing layer, and the gap between the two planes is 3mm;
[0061] ③ The infrared thermometer is aimed at the induction heating area o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Peak stress | aaaaa | aaaaa |
| Depth | aaaaa | aaaaa |
| Peak stress | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More