

Micro-foamed multiphase fiber-reinforced polypropylene composite material and preparation method thereof
A fiber reinforced and composite material technology, applied in the field of micro-foamed multiphase fiber reinforced polypropylene composite material and its preparation, can solve the problems of difficult to achieve chain scission degradation, refractory degradation, etc., and achieve good mechanical property retention rate, structure The effect of dense distribution and high foaming rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Weigh each component according to the data of Example 1 shown in Table 1, mix each component other than the glass fiber chopped strand mat evenly with the high-speed mixer, and put it into the main feeding bin of the twin-screw extruder, The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 150 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 170°C, 180°C, 190°C, 190°C, 190°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
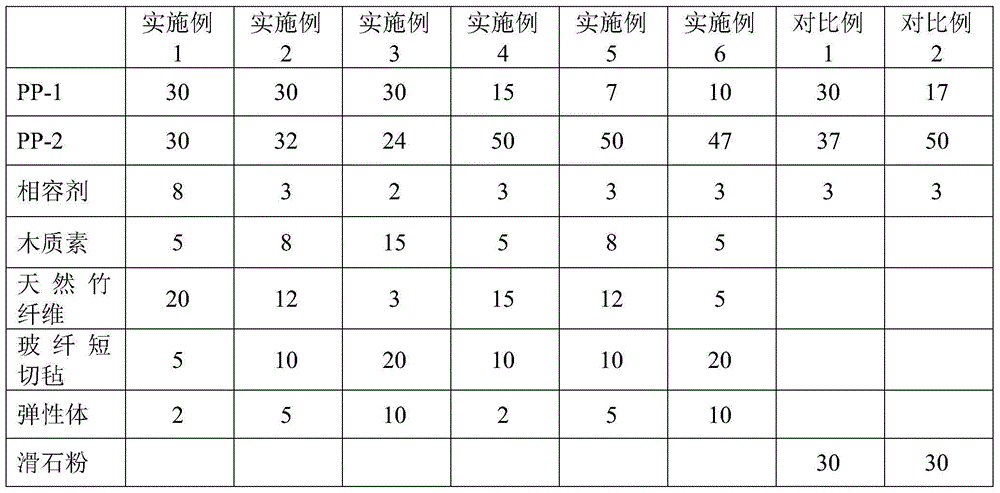
[0040] Table 1 Formula table of highly degradable microfoamed heterogeneous fiber-reinforced polypropylene composites (unit: g)
[0041]
Embodiment 2
[0043] Weigh each component according to the data of Example 2 shown in Table 1, mix the components other than the glass fiber chopped strand mat evenly with the high-speed mixer, and put it into the main feeding bin of the twin-screw extruder. The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 150 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 170°C, 180°C, 190°C, 190°C, 190°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
Embodiment 3
[0045] Weigh each component according to the data of Example 3 shown in Table 3, mix each component other than the glass fiber chopped strand mat with a high-speed mixer, and put it into the main feeding bin of the twin-screw extruder. The glass fiber chopped strand mat is put into the side feeding bin, the screw diameter of the extruder is 35mm, the length-to-diameter ratio L / D is 40, the speed of the main engine is set at 150 rpm, and the temperature of each zone of the main barrel (from the feeding port to Head outlet) is set at 60°C, 160°C, 170°C, 180°C, 190°C, 190°C, 190°C, and the product is obtained after melt extrusion, cooling, granulation, drying and other processes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More