

The design of laminated composite interlayers introduces a method for joining magnesium alloys to aluminum alloys
A composite intermediate layer and connection method technology, applied in the field of connection between magnesium and aluminum, to achieve the effect of reducing oxidation, reducing connection difficulty and shortening the cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
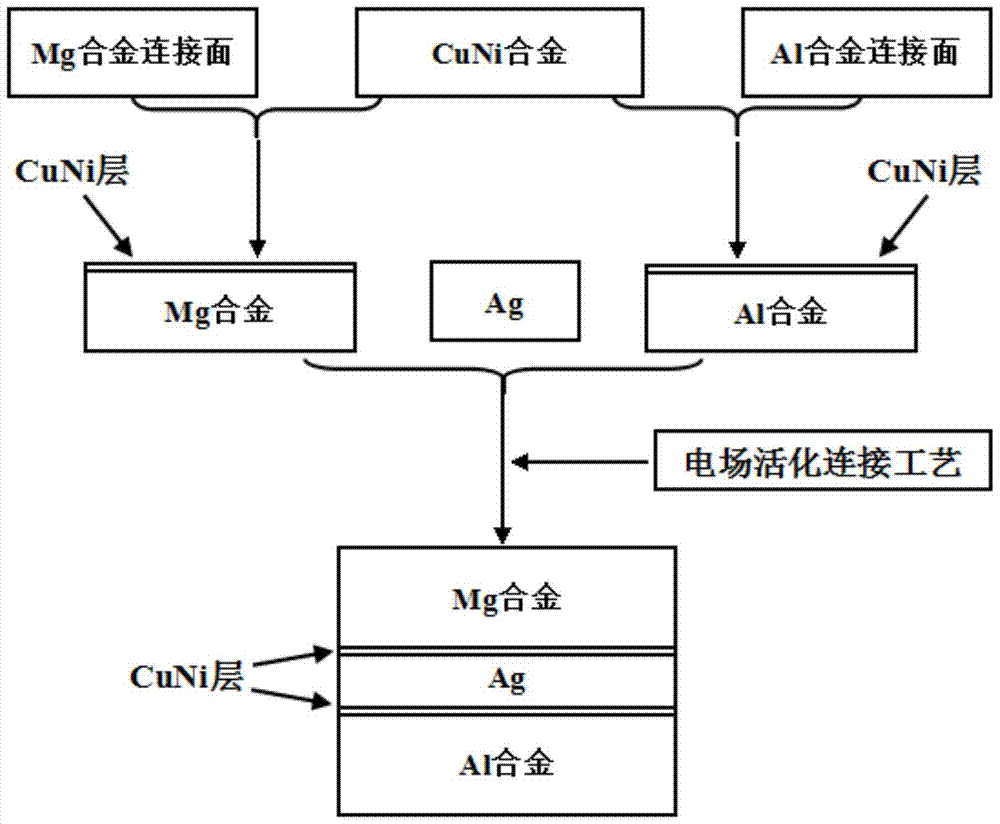
[0028] figure 1 It is a process flow diagram of the present invention. The magnesium alloy to be welded is MB2 magnesium alloy with a size of Φ25mm×5mm, the aluminum alloy to be welded is LY12 aluminum alloy with a size of Φ25mm×5mm, the size of silver foil is Φ25mm×30μm, and the CuNi alloy deposited by magnetron sputtering Cu atoms accounted for 50% (at%), and the film thickness was 1.5 μm. Diffusion welding process conditions are: welding temperature 400 ℃, welding pressure 5MPa, holding time 600s.
[0029] The specific steps are as follows:
[0030] 1. Machining and surface cleaning of raw material magnesium alloy and aluminum alloy:
[0031]Magnesium alloy and aluminum alloy are processed into circular slices with ultra-precision surface grinder, and the surface to be welded is polished with 1000#, 1500#, 2000# SiC sandpaper before welding, and then polished with a high-precision polishing machine. The silver foil and the polished magnesium-aluminum alloy were ultrason...
Embodiment 2
[0039] The magnesium alloy to be welded is MB2 magnesium alloy with a size of Φ25mm×5mm, the aluminum alloy to be welded is LY12 aluminum alloy with a size of Φ25mm×5mm, the size of silver foil is Φ25mm×30μm, and the CuNi alloy deposited by magnetron sputtering Cu atoms accounted for 50% (at%), and the film thickness was 1.5 μm. Diffusion welding process conditions are: welding temperature 380 ℃, welding pressure 5MPa, holding time 600s.
[0040] The specific steps are as follows:
[0041] 1. Machining and surface cleaning of raw material magnesium alloy and aluminum alloy:
[0042] Magnesium alloy and aluminum alloy are processed into circular slices with ultra-precision surface grinder, and the surface to be welded is polished with 1000#, 1500#, 2000# SiC sandpaper before welding, and then polished with a high-precision polishing machine. The silver foil and the polished magnesium-aluminum alloy were ultrasonically cleaned in an organic solvent for 5 minutes.
[0043] 2. ...
Embodiment 3
[0050] The magnesium alloy to be welded is MB2 magnesium alloy with a size of Φ25mm×5mm, the aluminum alloy to be welded is LY12 aluminum alloy with a size of Φ25mm×5mm, the size of silver foil is Φ25mm×30μm, and the CuNi alloy deposited by magnetron sputtering Cu atoms accounted for 50% (at%), and the film thickness was 1.5 μm. Diffusion welding process conditions are: welding temperature 420 ℃, welding pressure 5MPa, holding time 600s.
[0051] The specific steps are as follows:
[0052] 1. Machining and surface cleaning of raw material magnesium alloy and aluminum alloy:
[0053] Magnesium alloy and aluminum alloy are processed into circular slices with ultra-precision surface grinder, and the surface to be welded is polished with 1000#, 1500#, 2000# SiC sandpaper before welding, and then polished with a high-precision polishing machine. The silver foil and the polished magnesium-aluminum alloy were ultrasonically cleaned in an organic solvent for 5 minutes.
[0054] 2. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More