SA-213TP347HFG steel small diameter tube welding method
A technology of SA-213TP347HFG and 1.SA-213TP347HFG is applied in the field of austenitic stainless steel material welding, which can solve the problems such as the welding method of small diameter pipe of SA-213TP347HFG steel, etc., to improve the comprehensive performance of welding seam, reduce welding defects and save money. The effect of working hours
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be further explained and illustrated below in conjunction with the accompanying drawings.
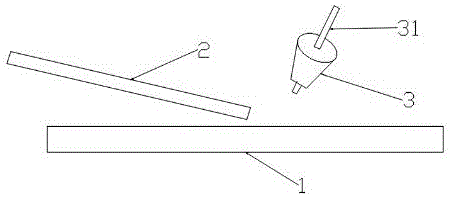
[0021] The SA-213TP347HFG steel small-diameter pipe welding method includes the following steps:
[0022] a) Pre-welding treatment: process the SA-213TP347HFG steel small-diameter pipe fitting 1 to form a V-shaped groove, the single-side groove angle is 33-38°, and grind the groove;
[0023] b) Control the welding environment: temperature ≥ 0 ℃, wind speed ≤ 2m / s, relative humidity ≤ 75%. Since the diameter of the pipe fitting to be welded is relatively small (the diameter is generally not greater than 76mm), the deformation of the pipe fitting 1 to be welded can be reduced, and the direction of the arc can be stabilized;
[0024] c) Use manual tungsten argon arc welding (TIG) to weld the pipe fittings to be welded: choose an argon arc welding machine with high-frequency arc ignition and current attenuation, and the arc length during welding is 1-2.5mm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com