

Control method for bearing steel bar network carbide and device for implementing method
A technology of network carbide and control method, which is applied in the direction of temperature control, metal rolling, manufacturing tools, etc., can solve the problems of limited degree of carbide segregation, discounted effect, high energy consumption, etc., and achieves the inhibition of network carbide structure. The effect of forming, saving production cost and simple cooling process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
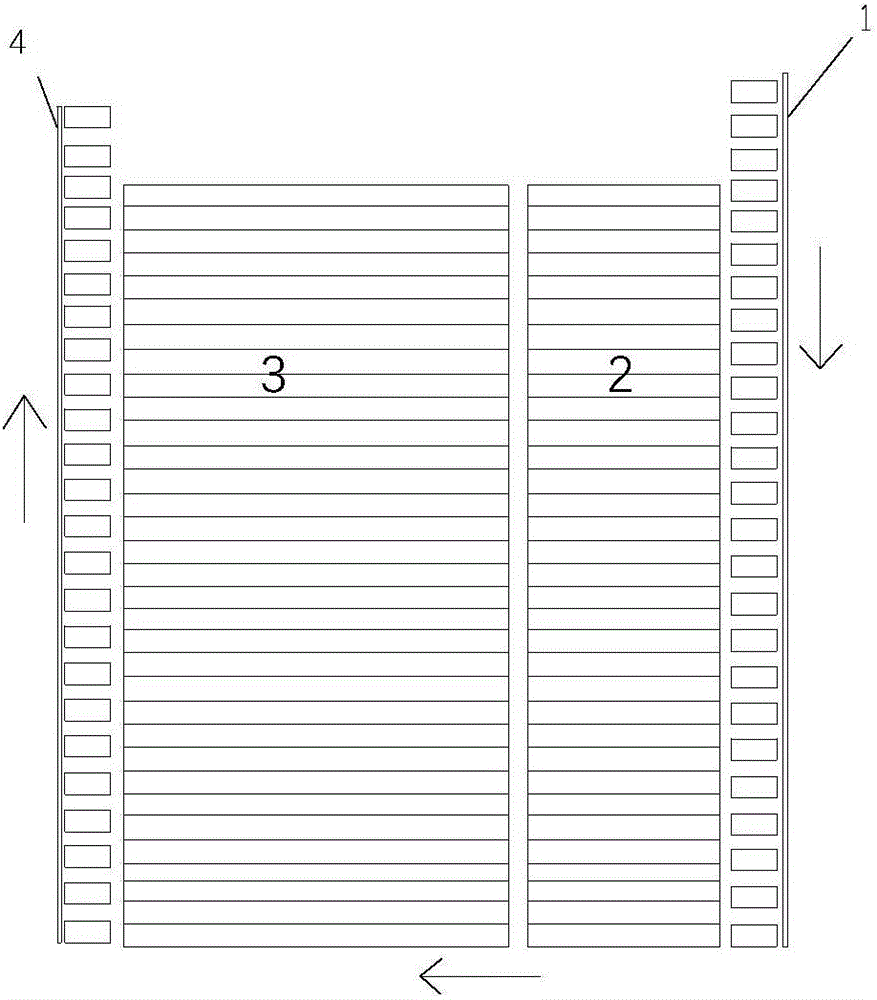
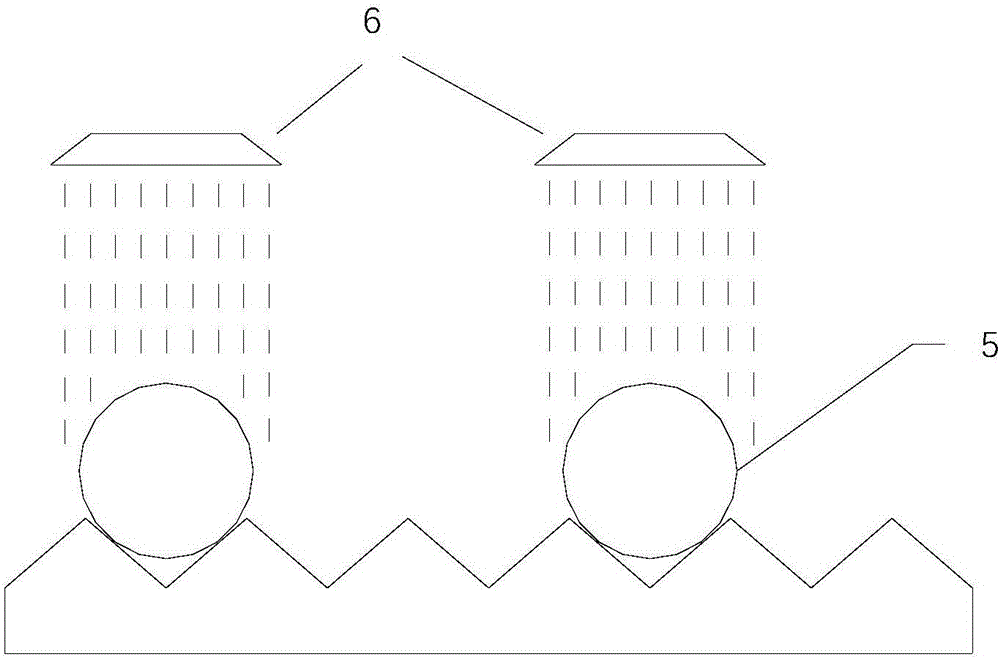
[0032] In this embodiment, the specification of the continuous casting slab is 180 mm×220 mm, and the rolling specification is Φ20 mm. The final rolling temperature is 940-980°C. first after rolling figure 1 After the shown cooling bed input roller table 1 reaches the receiving station of the cooling bed rapid water cooling zone 2, it is translated to the cooling bed rapid water cooling zone 2, and the cooling water in the cooling water pipe 6 performs forced rapid water cooling on the bearing steel bar 5 (Rapid water cooling from 940 to 980°C to 400 to 450°C can effectively suppress the precipitation of network carbides at the austenite grain boundaries), the cooling rate is about 40°C / S, and the water cooling time is about 13s until the surface temperature of the bearing steel reaches 400~ After 450°C, the temperature sensor on the rapid water cooling zone 2 of the cooling bed receives the temperature signal and transmits the temperature signal to the control system. Go to...
Embodiment 2
[0034] In this embodiment, the specification of the continuous casting slab is 180 mm×220 mm, and the rolling specification is Φ40 mm. The final rolling temperature is 950-990°C. first after rolling figure 1After the shown cooling bed input roller table 1 reaches the receiving station of the cooling bed rapid water cooling zone 2, it is translated to the cooling bed rapid water cooling zone 2, and the cooling water in the cooling water pipe 6 performs forced rapid water cooling on the bearing steel bar 5 (Rapid water cooling from 950 to 990°C to 400 to 450°C can effectively suppress the precipitation of network carbides at austenite grain boundaries), the cooling rate is about 35°C / S, and the water cooling time is about 16s until the surface temperature of the bearing steel reaches 400~ After 450°C, the temperature sensor on the rapid water cooling zone 2 of the cooling bed receives the temperature signal and transmits the temperature signal to the control system. Go to the ...
Embodiment 3
[0036] In this embodiment, the specification of the continuous casting slab is 180 mm×220 mm, and the rolling specification is Φ60 mm. The final rolling temperature is 960~1000℃. first after rolling figure 1 After the shown cooling bed input roller table 1 reaches the receiving station of the cooling bed rapid water cooling zone 2, it is translated to the cooling bed rapid water cooling zone 2, and the cooling water in the cooling water pipe 6 performs forced rapid water cooling on the bearing steel bar 5 (Rapid water cooling from 960~1000℃ to 400~450℃ can effectively suppress the precipitation of network carbides at the austenite grain boundary), the cooling rate is about 30℃ / S, and the water cooling time is about 20s until the surface temperature of the bearing steel reaches 400~ After 450°C, the temperature sensor on the rapid water cooling zone 2 of the cooling bed receives the temperature signal and transmits the temperature signal to the control system. Go to the slow ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More