

Composite brazing material and preparation method thereof
A technology of brazing materials and alloy materials, applied in the direction of welding/cutting media/materials, welding equipment, welding media, etc., can solve the problem of inability to obtain extremely thin composite cladding layer, difficult operation of explosion method, and difficulty in the accuracy of composite layers, etc. problems, to avoid material oxidation problems, reduce brazing residual stress, and improve the effect of seam filling ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Example 1 Preparation of Composite Brazing Material (1)
[0027] a) Vacuum smelting of silver, copper and tin to produce silver-copper-tin ingots, the composition mass percentage is: Ag 60%, Cu 28%, Sn 12%; melting temperature is 950°C.
[0028] b) Solution treatment of silver-copper-tin ingot: 530°C, heat preservation for 2.5 hours, water quenching;
[0029] c) Rolling of silver-copper-tin ingots: cold rolling into plates to a thickness of 2mm; each reduction is 10%.
[0030] d) Cutting: Cut the silver copper tin plate and pure silver plate to 70×70mm;
[0031] e) Pretreatment: sand the cut silver-copper-tin plate and sterling silver plate with sandpaper, clean them with alcohol, and dry them with cold air;
[0032] f) Hot press diffusion connection: temperature 590°C, pressure 10Mpa, brazing time 70min.
[0033] g) Rolling: The brazed composite material is cold-rolled to a thickness of 0.06mm.
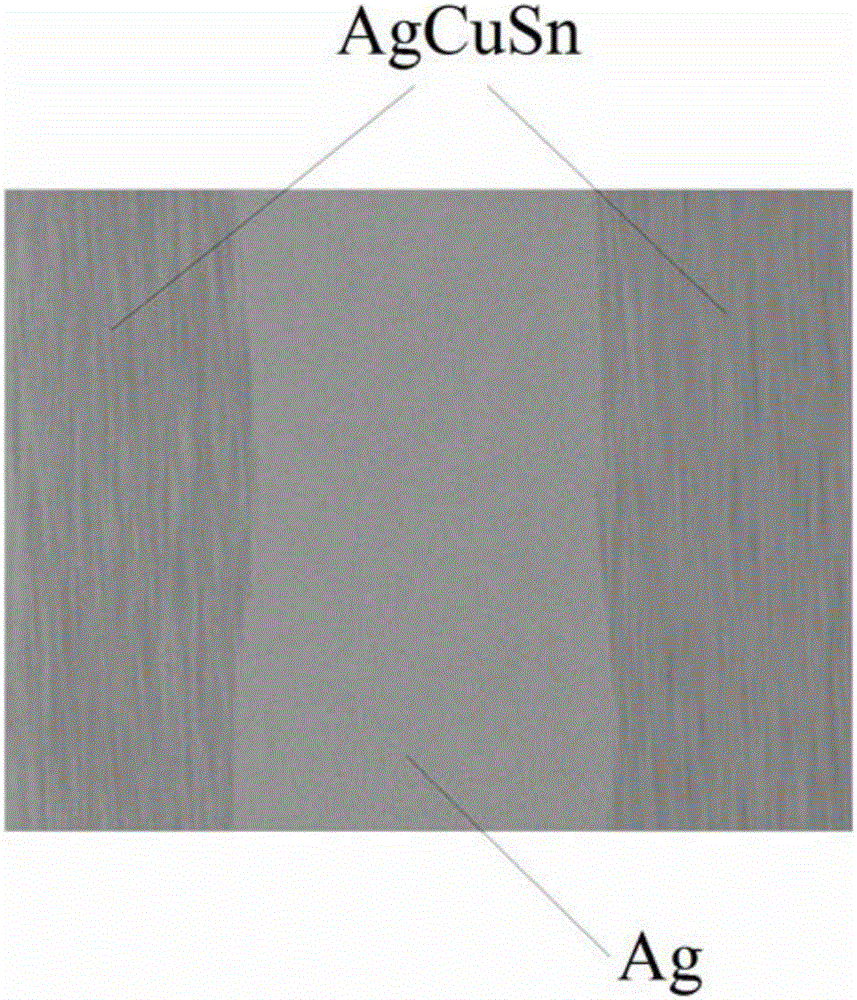
[0034] figure 1 The cross-section metallographic photograph of the p...
Embodiment 2
[0036] Example 2 Preparation of Composite Brazing Material (2)
[0037] a) Vacuum melting of silver, copper and tin to produce silver-copper-tin ingots, the composition ratio is: 58% by weight of Ag, 30% by weight of Cu, 12% by weight of Sn; the melting temperature is 1000°C.
[0038] b) Solution treatment of silver-copper-tin ingot: 550°C, heat preservation for 2.0 hours, water quenching;
[0039] c) Rolling of silver-copper-tin ingots: cold rolling into plates to a thickness of 1 mm; each reduction is 20%.
[0040] d) Cutting: Cut the silver copper tin plate and pure silver plate to 100×100mm;
[0041] e) Pretreatment: sand the cut silver-copper-tin plate and sterling silver plate with sandpaper, clean them with alcohol, and dry them with cold air;
[0042] f) Hot press diffusion connection: temperature 570°C, pressure 9Mpa, brazing time 100min.
[0043] g) Rolling: The brazed composite material is cold rolled to a thickness of 0.04 mm.
Embodiment 3
[0044] Example 3 Preparation of Composite Brazing Material (3)
[0045] a) Vacuum melting of silver, copper and tin to produce silver-copper-tin ingots, the composition ratio is: 59% by weight of Ag, 29.5% by weight of Cu, and 11.5% by weight of Sn; the melting temperature is 1000°C.
[0046] b) Solution treatment of silver-copper-tin ingot: 530°C, heat preservation for 2 hours, water quenching;
[0047] c) Rolling of silver-copper-tin ingots: cold rolling into plates to a thickness of 2 mm; each reduction is 15%.
[0048] d) Cutting: Cut the silver copper tin plate and pure silver plate to 200×200mm:
[0049] e) Pretreatment: sand the cut silver-copper-tin plate and sterling silver plate with sandpaper, clean them with alcohol, and dry them with cold air;
[0050] f) Hot-pressed diffusion brazing connection: temperature 580°C, pressure 10Mpa, brazing time 50min.
[0051] g) Rolling: The brazed composite material is cold rolled to a thickness of 0.045 mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More