

Selective laser melting forming molten bath real-time monitoring device and monitoring method
A technology of laser melting and real-time monitoring, which is applied in the direction of improving process efficiency, improving energy efficiency, and additive manufacturing. It can solve problems such as large data volume and inability to realize real-time monitoring, and achieve the effect of improving yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] In order to make the technical problems, technical solutions and beneficial effects to be solved by the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
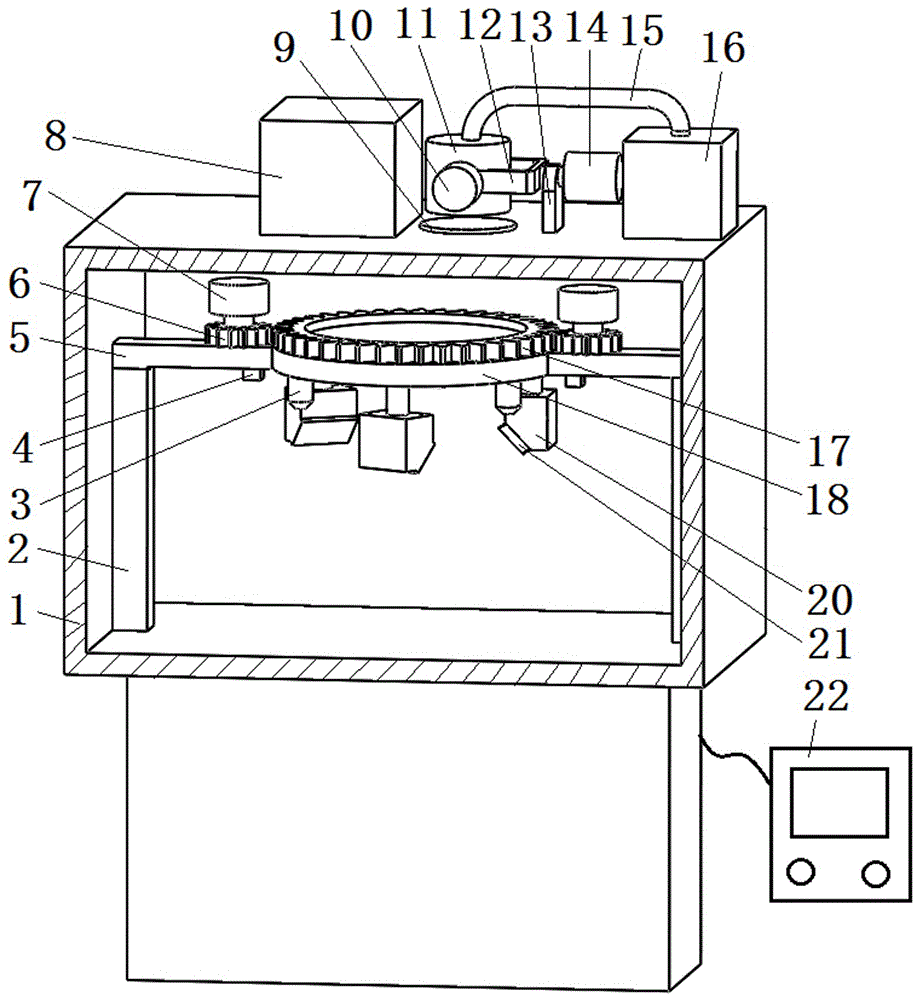
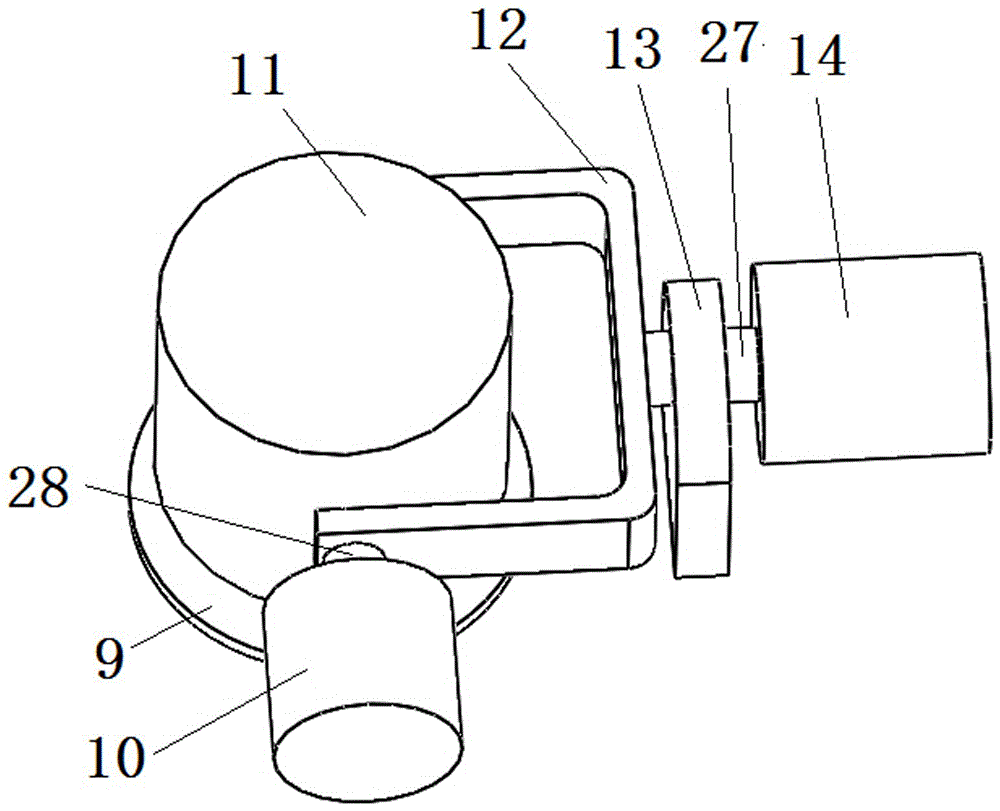
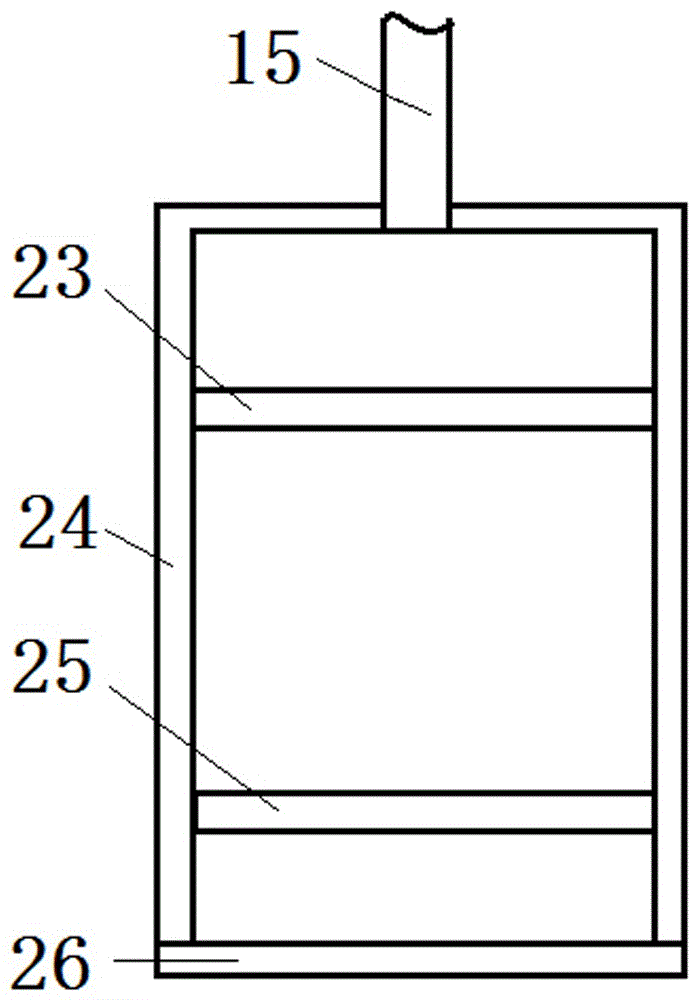
[0023] Such as figure 1 As shown, the selective laser melting and forming melt pool real-time monitoring device includes a forming cavity 1, a melting and forming laser system 8 and a pulse laser 16 are arranged on the top of the forming cavity 1, and a transparent glass 9 is arranged in the center of the top of the forming cavity 1, and the transparent glass 9, a laser lens barrel 11 is arranged above, and a pulse laser 16 is connected with the laser lens barrel 11 through an optical fiber 15. A lifting frame 5 is arranged in the molding cavity 1, and a lifting me...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More