

Radiator and forming process based on same
A molding process and radiator technology, applied in the direction of manufacturing tools, metal processing equipment, cooling/ventilation/heating renovation, etc. The effect of high heat transfer efficiency and increased connection area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
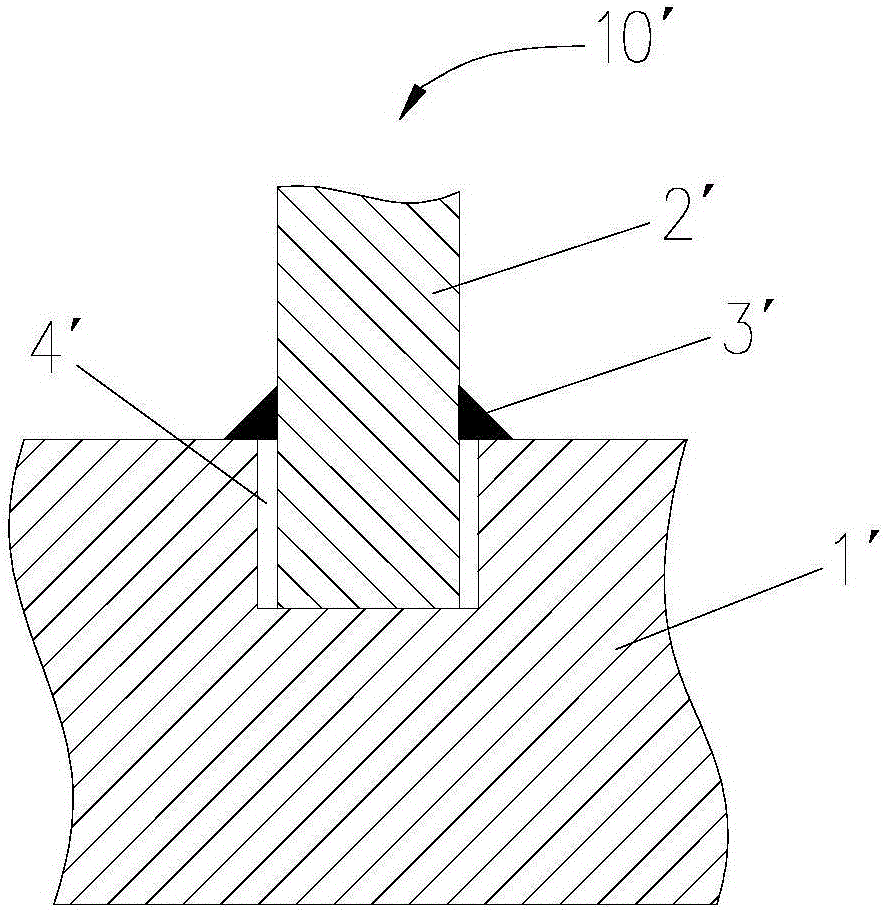
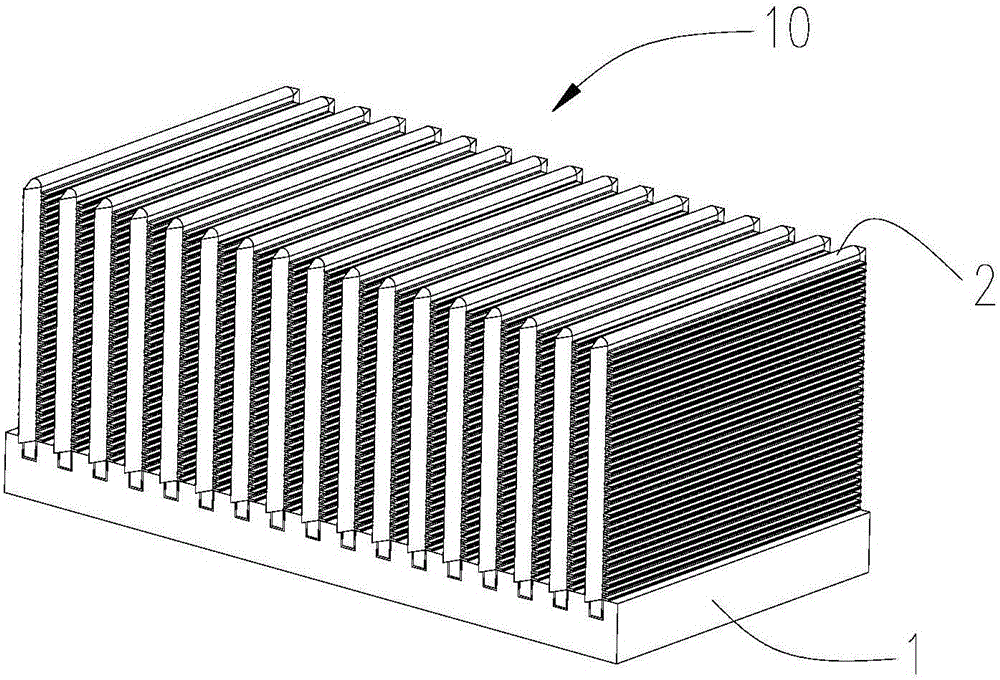
[0053] A 6063T6 aluminum alloy plate is selected as the base plate 1, a 6063T5 aluminum alloy plate is selected as the heat sink 2, and a 4047 aluminum solder sheet is selected as the solder 3, and the base plate 1 is stamped or milled out the slot 1-1. Soak with detergent to remove oil stains on the surface of bottom plate 1, heat sink 2 and solder 3, then rinse with clean water to remove detergent and dry. After the solder 3 is coated on the lower end of the heat sink 2, the lower end of the heat sink 2 is vertically fixed and inserted into the slot 1-1 of the bottom plate 1, and the upper end of the heat sink 2 is knocked down with a rubber hammer, so that the solder 3 Among the two opposite surfaces, one surface is closely attached to the heat sink 2, and the other surface is closely attached to the bottom plate 1, so as to ensure that the gap between the slot 1-1 and the heat sink 2 can be The solder in the molten state of vacuum brazing is completely filled. Put the ass...
Embodiment 2
[0055] The material selection, surface treatment and assembly in the molding process steps of the second embodiment are the same as those of the first embodiment, and will not be repeated here. The main difference from Example 1 is that the process parameters of vacuum brazing are different, that is, the assembled whole is placed in the furnace, firstly heated to 360°C, the heating time lasts for 45 minutes, the heat preservation is 50 minutes, and then heated to 470°C. Heating time is 25 minutes, holding time is 50 minutes, heating to 520°C, heating time is 25 minutes, holding time is 180 minutes, heating time is 570°C, holding time is 60 minutes, heating time is 615°C, heating time is 20 minutes, holding time is 130 minutes, then cooling down to 545°C, the cooling time is 5 minutes, then the temperature is lowered to 540°C, the cooling time is continued for 5 minutes, and then cooled. After reaching the set temperature, it is released for inspection, and the radiators 10 that...
Embodiment 3
[0057] The material selection, surface treatment and assembly in the molding process steps of the third embodiment are the same as those of the first embodiment, and will not be repeated here. The main difference from Example 1 is that the process parameters of vacuum brazing are different, that is, the assembled whole is placed in the furnace, firstly heated to 180°C, the heating time lasts 40 minutes, and the heat preservation is 25 minutes, which can play a role in pre-heating. The heat effect is conducive to drying the product, laying a good foundation for the later vacuum brazing, and avoiding the defect of volatile water vapor caused by the moisture in the vacuum furnace and the oxidation of the product when it is directly heated from room temperature to about 360 °C. Then heat to 415°C for 20 minutes, hold for 25 minutes, heat to 495°C for 20 minutes, hold for 90 minutes, heat to 545°C, heat for 15 minutes, hold for 50 minutes, heat to 592°C, and heat for 90 minutes Con...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More