

Laser auxiliary consumable electrode arc additive connecting method for high-temperature alloy
A high-temperature alloy, laser-assisted technology, used in laser welding equipment, welding equipment, metal processing equipment, etc., to achieve the effect of improving the internal quality of the weld, fine grain size, and narrow heat-affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] In this implementation, the fiber laser assisted melting electrode arc additive connection method is used to weld Inconel625 alloy with a thickness of 8mm, and the diameter of the welding wire used is 0.6mm. The specific implementation method is as follows:
[0024] Step 1. Before welding, use an edge planer to process the high-temperature alloy to be connected into an X-shaped groove, the groove angle is 90°, and the blunt edge is 0.6mm, and then the distance from both ends of the groove is polished within 20cm. Metallic luster, and finally clean the processed and polished parts with acetone, and fix the cleaned workpiece with welding fixture;
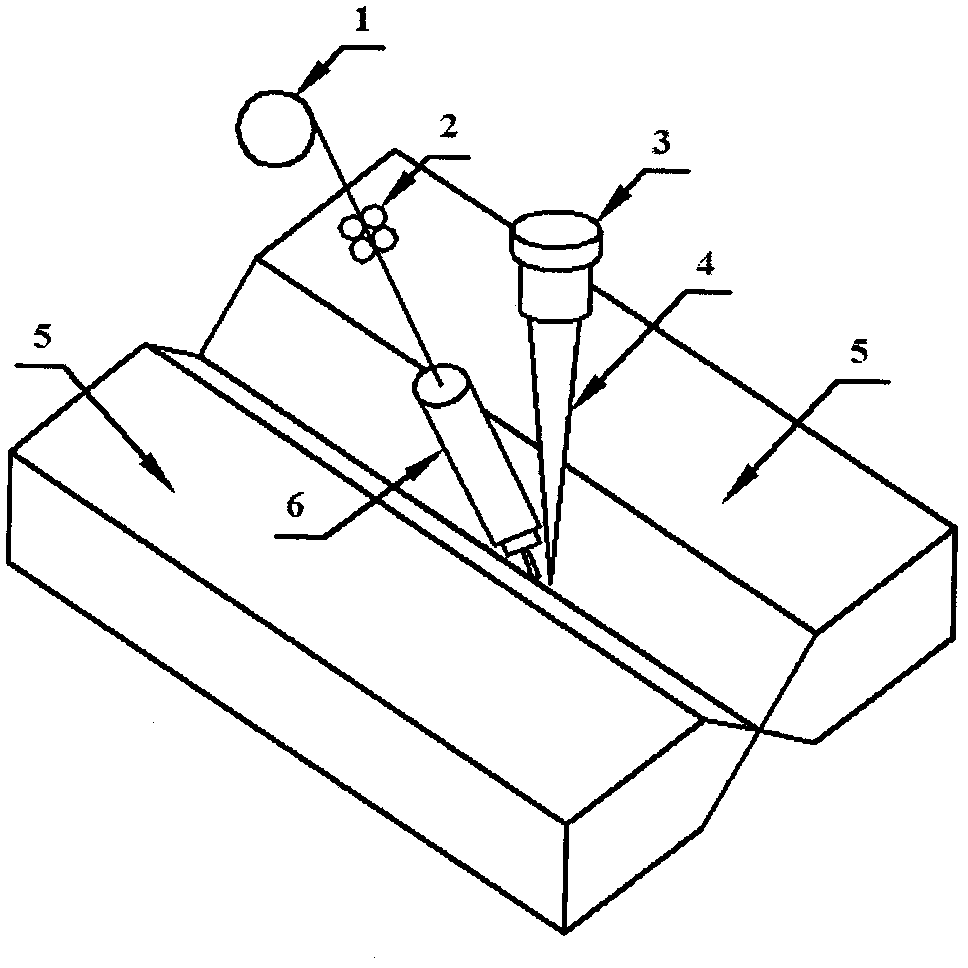
[0025] Step 2. Place the welding torch and the laser head in the same plane, the laser head is vertically downward, the angle between the welding torch and the workpiece is 35°, and the laser head forms a paraxial compound, and the distance between the intersection of the welding wire and the workpiece and the laser action point 0.6...
Embodiment 2
[0030] In this implementation, the YAG solid-state laser assisted melting electrode arc additive connection method is used to weld Inconel718 alloy with a plate thickness of 12mm. The diameter of the welding wire used is 0.8mm. The specific implementation method is as follows:
[0031] Step 1. Before welding, use an edge planer to process the high-temperature alloy to be connected into an X-shaped groove, the groove angle is 120°, the blunt edge is 1.0mm, and then the distance from both ends of the groove is polished within 20cm. Metallic luster, and finally clean the processed and polished parts with acetone, and fix the cleaned workpiece with welding fixture;
[0032] Step 2: Place the welding torch and the laser head in the same plane, the laser head is vertically downward, the angle between the welding torch and the workpiece is 45°, and the laser head forms a paraxial composite, and the distance between the intersection of the welding wire and the workpiece and the laser action...
Embodiment 3
[0037] In this implementation, a fiber laser assisted melting electrode arc additive connection method is used to weld GH4738 alloy with a plate thickness of 16mm. The diameter of the welding wire used is 1.0mm. The specific implementation method is as follows:
[0038] Step 1. Before welding, use an edge planer to process the high-temperature alloy to be connected into an X-shaped groove, the groove angle is 150°, the blunt edge is 1.4mm, and then the distance from both ends of the groove is polished within 20cm. Metallic luster, and finally clean the processed and polished parts with acetone, and fix the cleaned workpiece with welding fixture;
[0039] Step 2. Place the welding torch and the laser head in the same plane, the laser head is vertically downward, the angle between the welding torch and the workpiece is 55°, and the laser head forms a paraxial composite, and the distance between the intersection of the welding wire and the workpiece and the laser action point 1.2mm;
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More