

Manufacturing method of cable for high power transmission equipment and cable
A technology of power transmission and manufacturing method, applied in cable/conductor manufacturing, power cables with shielding/conducting layers, coaxial cables, etc., can solve problems such as poor flexibility, deformation, and failure to meet installation and laying requirements in small spaces
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
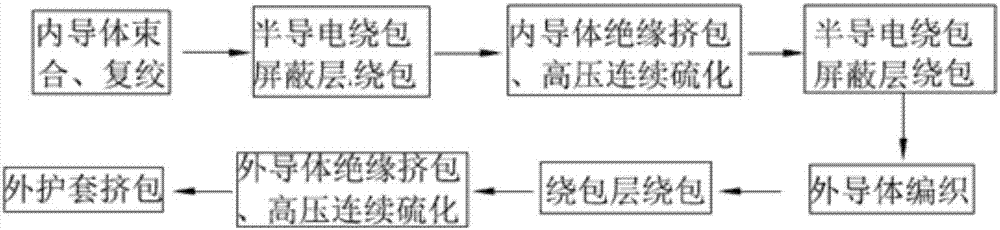
Method used
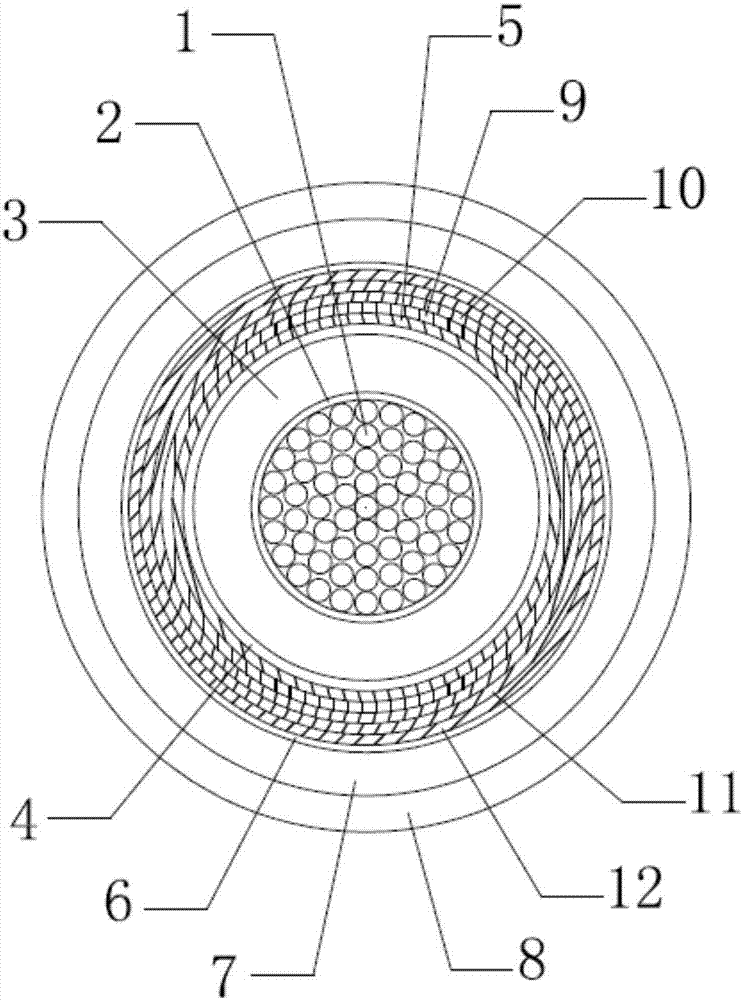
Image

Examples
example 1
[0177] In the step 3)
[0178] Extrusion: the body temperature is controlled at 5°C;
[0179] Vulcanization vapor pressure, temperature and time are 0.75MPa, 165°C, 18min;
[0180] Cooling water level: water level setting 16%
[0181] In the step 7)
[0182] Extrusion: the body temperature is controlled at 15°C;
[0183] Vulcanization vapor pressure, temperature and time are 0.80MPa, 170°C, 22min;
[0184] Cooling water level: water level setting 18%
[0185] In the step 8)
[0186] Extrusion: Zone 1 160°C, Zone 2 165°C, Zone 3 170°C, Zone 4 175°C, Zone 5 175°C, Zone 6 180°C, Zone 1 180°C, Zone 2 180°C, Zone 3 Zone 180°C, 180°C in the fourth zone of the machine head;
[0187] Cooling: The temperature range of the cooling water in the first zone is [50, 60°C], and the temperature range of the cooling water in the second zone is room temperature.
example 2
[0189] In the step 3)
[0190] Extrusion: the body temperature is controlled at 15°C;
[0191] Vulcanization steam pressure, temperature and time are 0.80MPa, 170°C, 16min;
[0192] Cooling water level: water level setting 18%
[0193] In the step 7)
[0194] Extrusion: the body temperature is controlled at 15°C;
[0195] Vulcanization vapor pressure, temperature and time are 0.85MPa, 175°C, 20min;
[0196] Cooling water level: water level setting 18%
[0197] In the step 8)
[0198] Extrusion: Zone 1 170°C, Zone 2 175°C, Zone 3 180°C, Zone 4 185°C, Zone 5 185°C, Zone 6 190°C, Zone 1 190°C, Zone 2 190°C, Zone 3 Zone 190°C, 190°C in the fourth zone of the machine head;
[0199] Cooling: The temperature range of the cooling water in the first zone is [40, 43°C], and the temperature range of the cooling water in the second zone is room temperature.
example 3
[0201] In the step 3)
[0202] Extrusion: the body temperature is controlled at 25°C;
[0203] Vulcanization vapor pressure, temperature and time are 0.85MPa, 175°C, 14min;
[0204] Cooling water level: water level setting 20%
[0205] In the step 7)
[0206] Extrusion: the body temperature is controlled at 15°C;
[0207] Vulcanization steam pressure, temperature and time are 0.90MPa, 180℃, 18min;
[0208] Cooling water level: water level setting 17%
[0209] In the step 8)
[0210] Extrusion: Zone 1 180℃, Zone 2 185℃, Zone 3 190℃, Zone 4 195℃, Zone 5 195℃, Zone 6 200℃, Zone 1 200℃, Zone 2 200℃, Zone 3 Zone 200°C, head four zone 200°C;
[0211] Cooling: The temperature range of the cooling water in the first zone is (43, 50°C), and the temperature range of the cooling water in the second zone is room temperature.
[0212] Use of this cable: The cable is laid in high power transmission equipment in a small space.
[0213] After testing, the performance of this cable is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wire diameter | aaaaa | aaaaa |
| The average thickness | aaaaa | aaaaa |
| The average thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More