

Casting and die baking technology for engine cam shaft
A camshaft and engine technology, which is applied in the manufacture of tools, casting molding equipment, casting molds, etc., can solve the problems of increasing the casting cost of camshafts, inconsistent heating and shrinkage, and affecting the quality of camshafts, so as to reduce the scrap rate and improve production efficiency , good thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] The casting and baking mold process of engine camshaft uses a kind of coated sand and a baking mold furnace. The coated sand comprises: 5% modified phenolic resin, 0.7% urotropine, and 0.35% calcium stearate by mass percentage , silicon-barium alloy 6.5%, alkaline oxide 1.5%, graphene 2.5%, natural silica sand 83.45%; the baking mold furnace includes an oven, the oven is provided with an electromagnetic coil, and the electromagnetic coil is electrically connected with an AC Variable power supply, the frequency of the alternating power supply is adjustable from 30-60Hz, and the voltage is 220V; wherein the alkaline oxides are SiO in parts by mass. 2 : 20-30 parts, CaO: 10-14 parts, BaO: 3-5 parts, CrO: 2-3 parts, MnO: 2-3 parts;
[0029] The baking mold process includes the following steps:
[0030] 1. Place the mold in the mold box, and then place the cold iron to fit the cam surface of the mould;
[0031] 2. Add coated sand to the surface of the mold and smooth the c...
Embodiment 2- Embodiment 4
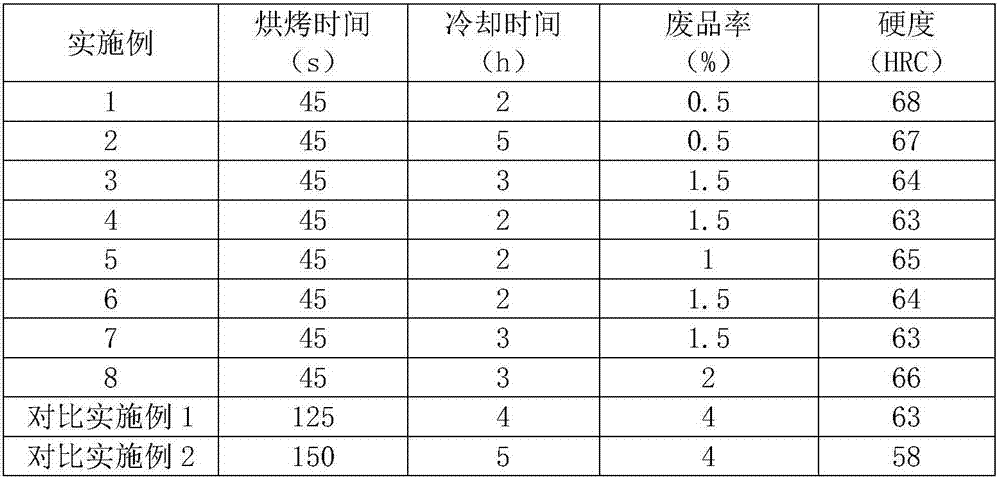
[0042] Compared with embodiment 1, the difference between embodiment 2-embodiment 4 is that the baking mold before casting the engine camshaft is carried out according to the parameters in table 1.
Embodiment 5
[0044] Compared with Example 1, the difference of Example 5 is that the engine camshaft is baked according to the parameters in Table 1 before casting; and in step 3, the frequency of 30 Hz is directly heated for 45 seconds.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More