High-toughness gas-shielded welding wire for long-life weathering steel structure and preparation method thereof
A weathering steel, long-life technology, applied in the field of high-toughness gas shielded welding wire and its preparation, can solve the problem that corrosion resistance and low-temperature impact toughness cannot meet the requirements of long-life, large-parameter high-speed trains, and cannot meet long-life, large-parameter high-speed trains. Train requirements, inability to guarantee impact toughness and other issues, to achieve the effect of long life, easy control, corrosion resistance and excellent low temperature impact toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
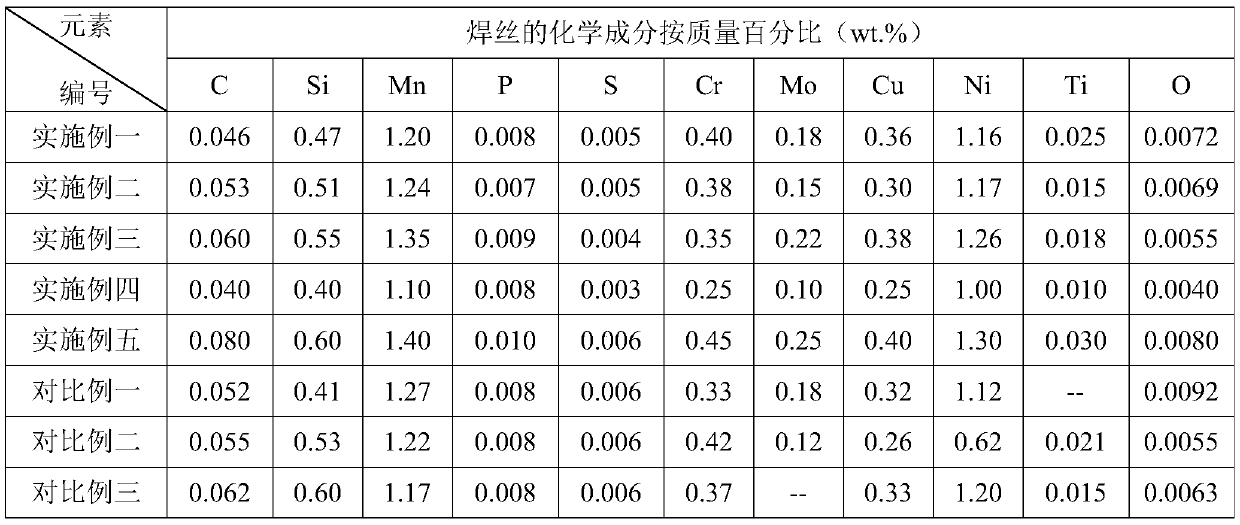
[0036] A high-toughness gas-shielded welding wire for long-life weather-resistant steel structures. The chemical composition of the welding wire is: C: 0.046wt.%, Si: 0.47wt.%, Mn: 1.20wt.%, P: 0.008wt.%, S: 0.005wt.%, Cr: 0.40wt.%, Mo: 0.18wt.%, Cu: 0.36wt.%, Ni: 1.16wt.%, Ti: 0.025wt.%, O: 0.0072 wt.%, the sum of unavoidable impurity elements ≤ 0.30wt.%, the balance is Fe.
[0037] The preparation method of the welding wire in this example is: the molten steel is desulfurized, smelted by refining outside the furnace or electroslag remelting, and continuously cast into a billet. The continuous casting process needs to match the superheat and casting speed to improve the equiaxed crystal Ratio, the billet is rolled into a φ5.5mm wire rod, peeled, pickled to remove surface scale, boronized, dried, drawn into wire, copper plated, and sized; the pickling removes surface oxide The chemical composition of the pickling solution for the skin is 400ɡ / L of sulfuric acid and 50ɡ / L of f...
Embodiment 2
[0040] A high-toughness gas-shielded welding wire for long-life weather-resistant steel structures. The chemical composition of the welding wire is: C: 0.053wt.%, Si: 0.51wt.%, Mn: 1.24wt.%, P: 0.007wt.%, S: 0.005wt.%, Cr: 0.38wt.%, Mo: 0.15wt.%, Cu: 0.30wt.%, Ni: 1.17wt.%, Ti: 0.015wt.%, O: 0.0069 wt.%, the sum of unavoidable impurity elements ≤ 0.30wt.%, the balance is Fe.
[0041] The preparation method of the welding wire in this example is the same as that in Example 1.
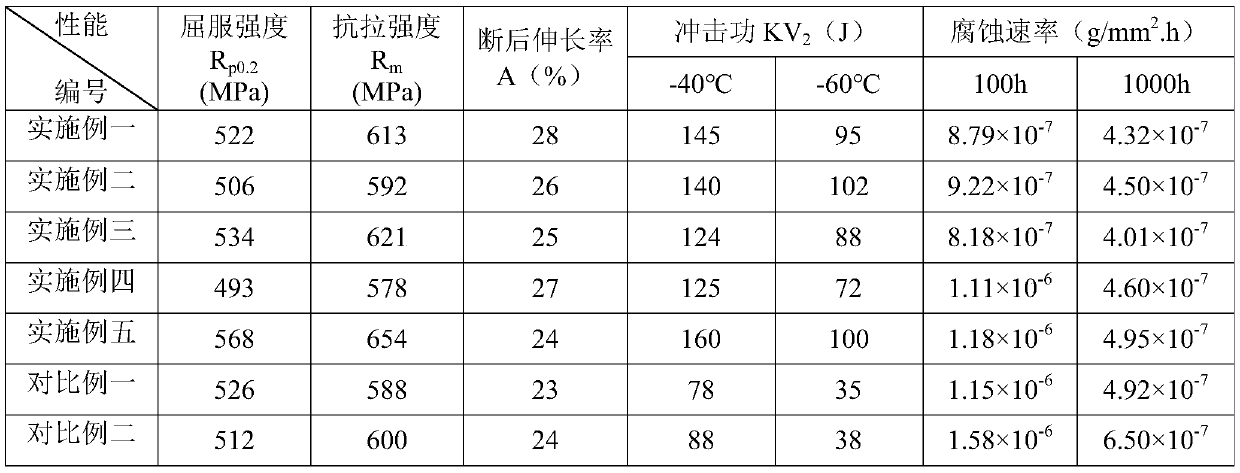
[0042] Perform the deposited metal performance test on the welding wire in this example: yield strength R p0.2 506MPa; tensile strength R m It is 592MPa; the elongation after breaking is 26%; the impact energy KV at -40°C 2 140J; impact energy KV at -60°C 2 is 102J; the corrosion rate of the deposited metal after periodic infiltration for 100h is 9.22×10 -7 g / mm 2 .h; The corrosion rate of the deposited metal after periodic infiltration for 1000h is 4.50×10 -7 g / mm 2 .h.
Embodiment 3
[0044] A high-toughness gas-shielded welding wire for long-life weather-resistant steel structures. The chemical composition of the welding wire is: C: 0.06wt.%, Si: 0.55wt.%, Mn: 1.35wt.%, P: 0.009wt.%, S: 0.004wt.%, Cr: 0.35wt.%, Mo: 0.22wt.%, Cu: 0.38wt.%, Ni: 1.26wt.%, Ti: 0.018wt.%, O: 0.0055 wt.%, the sum of unavoidable impurity elements ≤ 0.30wt.%, the balance is Fe.
[0045] The preparation method of the welding wire in this example is the same as that in Example 1.
[0046] Perform the deposited metal performance test on the welding wire in this example: yield strength R p0.2 534MPa; tensile strength R m It is 621MPa; the elongation after breaking is 25%; the impact energy KV at -40°C 2 124J; impact energy KV at -60°C 2 is 88J; the corrosion rate of the deposited metal after periodic infiltration for 100h is 8.18×10 -7 g / mm 2 .h; The corrosion rate of the deposited metal after 1000 hours of periodic infiltration is 4.01×10 -7 g / mm 2 .h.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com