

Multi-stage combination deformation heat treatment method for ultrahigh-strength CuNiSn-series elastic copper alloy
An elastic copper alloy, deformation heat treatment technology, applied in the preparation of high-end conductive elastic materials, multi-stage combined deformation heat treatment preparation of ultra-high strength CuNiSn elastic copper alloy, can solve the problem of increased sediment, alloy corrosion resistance, strength and plasticity Reduction and other problems, to achieve the effect of reducing reverse segregation, reducing reverse segregation phenomenon, and refining the as-cast structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
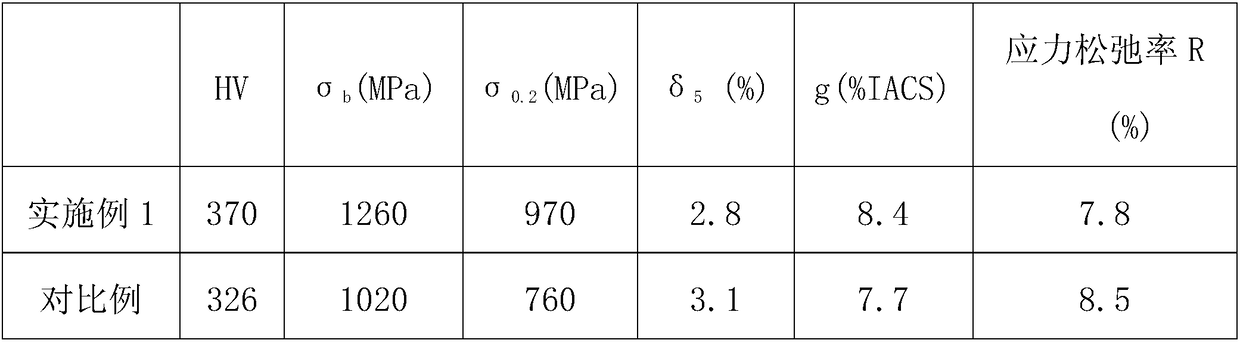
Embodiment 1
[0026] A. Casting
[0027] Put the specified electrolytic copper and nickel into the heating furnace to melt, and the surface of the melt is covered with a protective atmosphere to prevent oxidation. The melting temperature is 1300°C-1500°C. After it is completely melted, lower the furnace temperature to 1250°C-1270°C , Sn, copper-magnesium master alloy, copper-cerium master alloy, nickel-boron master alloy, copper-strontium master alloy, copper-vanadium are added respectively, so that the composition range is (mass percentage), Ni: 15.0%; Sn : 8.0%; Mn: 0.5%; Mg: 0.15%; B: 0.03%, Ce: 0.1%; Sr: 0.1%; -1250℃ for casting;
[0028] B. Homogenization
[0029] Remove the surface defects of the ingot obtained in step A, and conduct a homogenization treatment at 830° C. for 5 hours in a protective furnace containing an anti-oxidation protective atmosphere; then homogenize for 5 hours in a protective furnace with an anti-oxidation protective atmosphere at 870° C.
[0030] C. Hot roll...
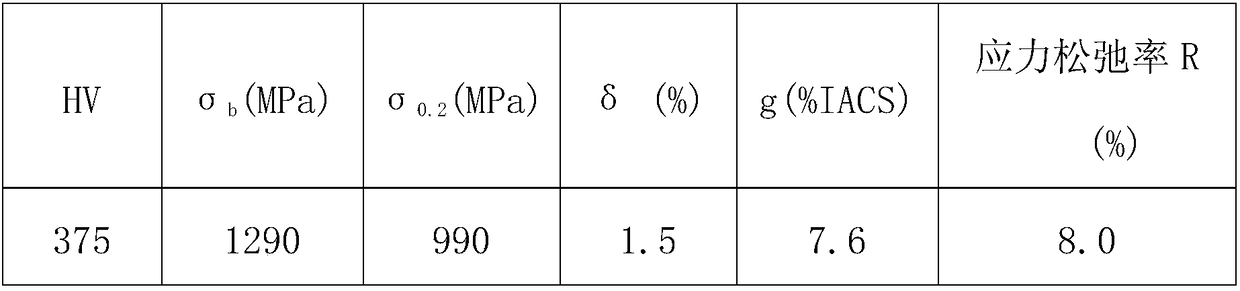
Embodiment 2
[0051] A. Casting
[0052] Put the specified electrolytic copper and nickel into the heating furnace to melt, and the surface of the melt is covered with a protective atmosphere to prevent oxidation. The melting temperature is 1300°C-1500°C. After it is completely melted, lower the furnace temperature to 1250°C-1270°C , Sn, copper-magnesium master alloy, copper-cerium master alloy, nickel-boron master alloy, copper-strontium master alloy, copper-vanadium are added respectively, so that the composition range is (mass percentage), Ni: 15.0%; Sn : 8.0%; Mn: 0.5%; Mg: 0.15%, B: 0.07%; Ce: 0.1%; -1250℃ for casting;
[0053] B. Homogenization
[0054] Remove the surface defects of the ingot obtained in step A, and conduct a homogenization treatment at 830° C. for 5 hours in a protective furnace containing an anti-oxidation protective atmosphere; then homogenize for 5 hours in a protective furnace with an anti-oxidation protective atmosphere at 870° C.
[0055] C. Hot rolling
[...
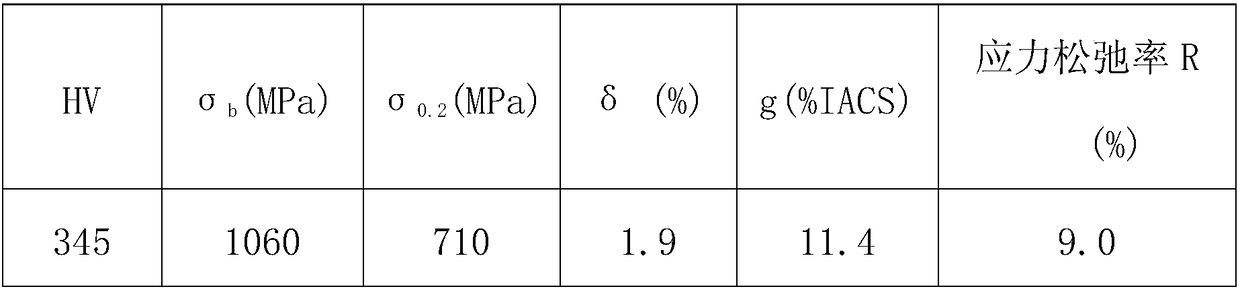
Embodiment 3
[0074] A. Casting
[0075] Put the specified electrolytic copper and nickel into the heating furnace to melt, and the surface of the melt is covered with a protective atmosphere to prevent oxidation. The melting temperature is 1300°C-1500°C. After it is completely melted, lower the furnace temperature to 1250°C-1270°C , Sn, copper-magnesium master alloy, copper-cerium master alloy, nickel-boron master alloy, copper-strontium master alloy, copper-vanadium are added respectively, so that the composition range is (mass percentage), Ni: 20.0%; Sn : 5.0%; Mn: 0.5%; Mg: 0.15%, B: 0.03%; Ce: 0.1%; -1250℃ for casting;
[0076] B. Homogenization
[0077] Remove the surface defects of the ingot obtained in step A, and conduct a homogenization treatment at 830° C. for 5 hours in a protective furnace containing an anti-oxidation protective atmosphere; then homogenize for 5 hours in a protective furnace with an anti-oxidation protective atmosphere at 870° C.
[0078] C. Hot rolled
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More