Local size repairing method for engine titanium alloy component
A repair method and technology of titanium alloy, applied in metal material coating process, liquid chemical plating, coating and other directions, can solve the problems of easy adhesion, high cost, easy surface scratches, etc., to improve wear resistance and Surface hardness, significant economic and social benefits, effect in meeting production and repair requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] The process flow is: degreasing→non-plating surface protection→sand blasting→corrosion→activation treatment→pre-nickel plating→electroless nickel plating→heat treatment; among them:
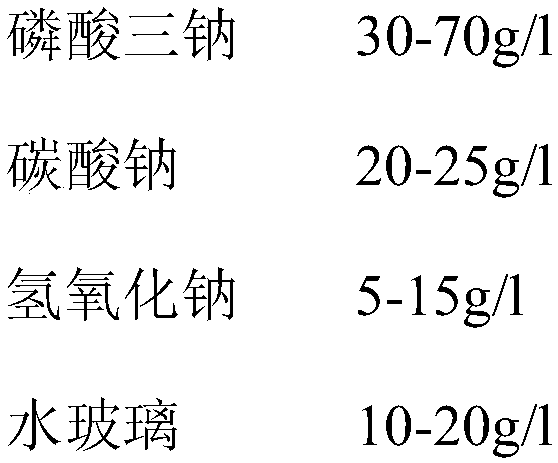
[0034] The degreasing process is to chemically degrease the parts in an organic solvent and an alkaline salt solution in sequence. The composition and content of the alkaline salt solution are:
[0035]
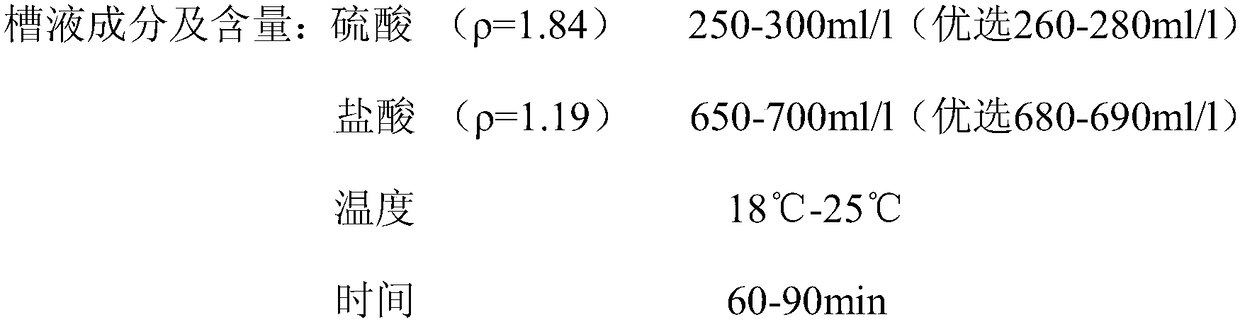
[0036] Activation treatment:
[0037] Activation bath composition and content:
[0038]
[0039] The preparation of the activation treatment solution is to slowly add sulfuric acid to hydrochloric acid under constant stirring and cooling (the following examples all adopt this method). The color of the part after activation treatment is gray, and there is a small amount of sediment on the part.
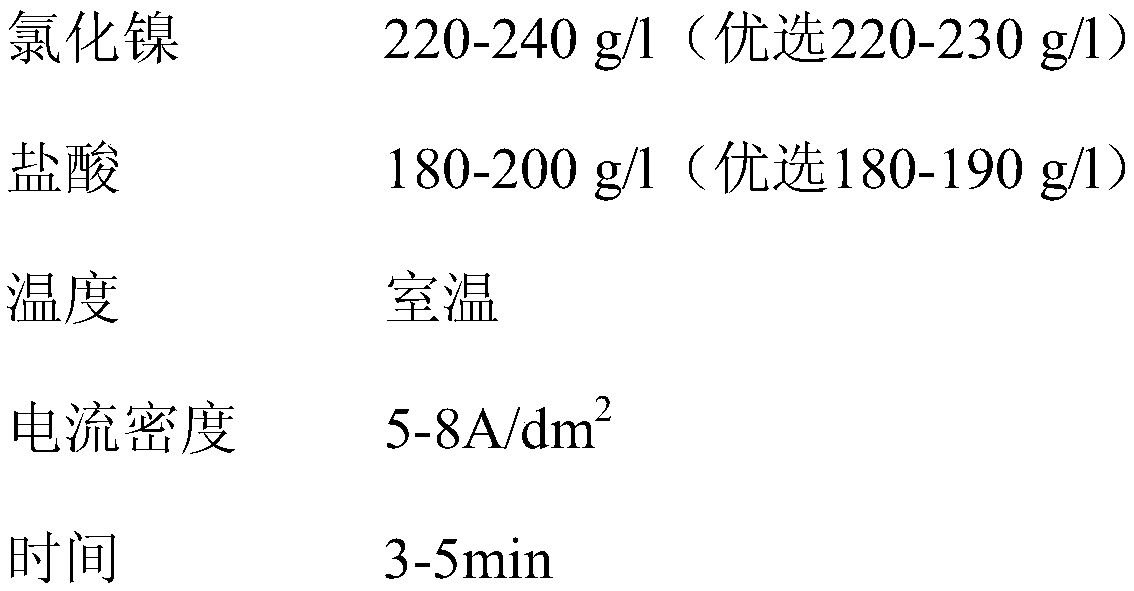
[0040] Nickel pre-plated:
[0041] Contact nickel plating bath composition and content:
[0042]
[0043] After treatment, a layer of copper is uniformly deposited on the surface of t...
Embodiment 2
[0051] Activation treatment:
[0052] Activation bath composition and content:
[0053]
[0054] The color of the parts after activation treatment is gray, and there is no sediment on the parts. Nickel pre-plated:
[0055] Contact nickel plating bath composition and content:
[0056]
[0057] After treatment, a layer of copper is uniformly deposited on the surface of the part.
[0058] Electroless Nickel:
[0059] Chemical nickel plating bath composition and content:
[0060]
[0061]
[0062] Temperature: 90°C
[0063]
[0064] The coating prepared by the above process was heated at 250°C for 1 hour without foaming, and the microhardness of the coating was HV650. After being treated at 350°C for 1 hour, the microhardness was greater than HV850, and the deposition rate was 15 μm / h.
Embodiment 3
[0066] Activation treatment:
[0067] Activation bath composition and content:
[0068]
[0069] The color of the part after activation treatment is gray, and there is a small amount of sediment on the part.
[0070] Nickel pre-plated:
[0071] Contact nickel plating bath composition and content:
[0072]
[0073]
[0074] After treatment, a layer of copper is uniformly deposited on the surface of the part.
[0075] Electroless Nickel:
[0076] Chemical nickel plating bath composition and content:
[0077]
[0078] Temperature: 88°C
[0079]
[0080] The coating prepared by the above process was heated at 250°C for 1 hour without foaming, and the microhardness of the coating was HV590. After being treated at 350°C for 1 hour, the microhardness was greater than HV800, and the deposition rate was 13 μm / h.
PUM
| Property | Measurement | Unit |
|---|---|---|
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com