

Process skin for autoclave forming of composite product and preparation method of process skin
A technology of autoclave molding and composite materials, which is applied in the field of structural composite materials, and can solve the problems of difficult application of parts, low manufacturing efficiency, and long time for hot press equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
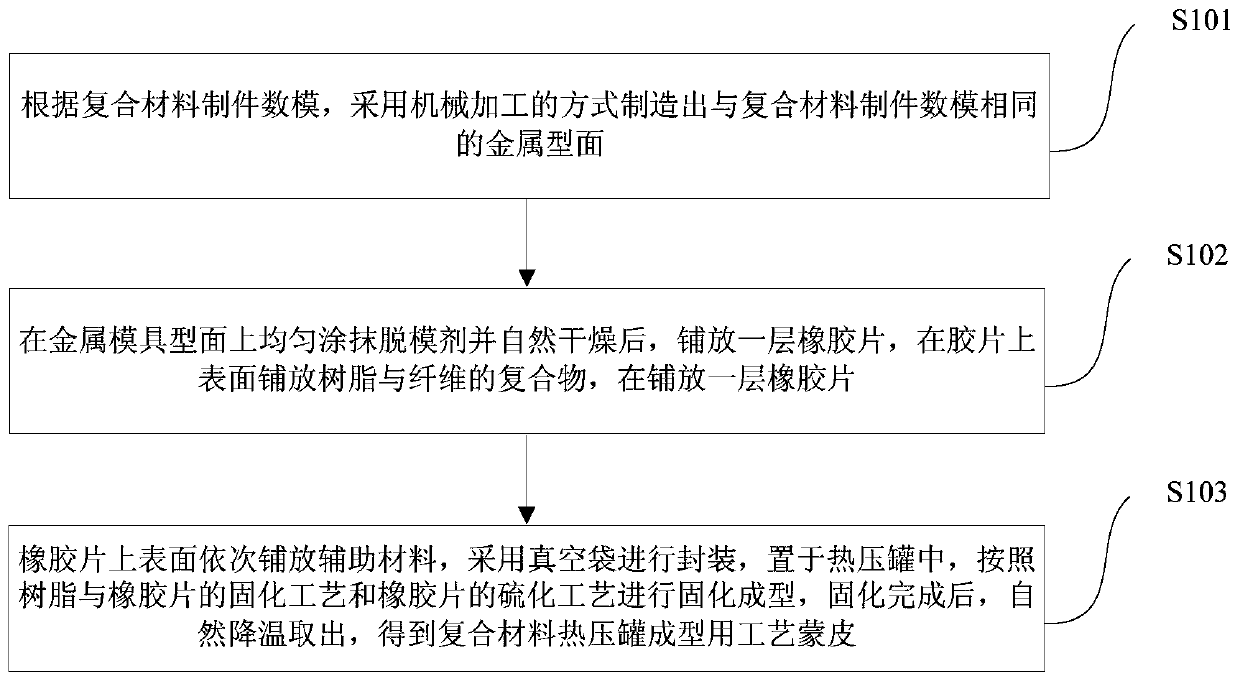
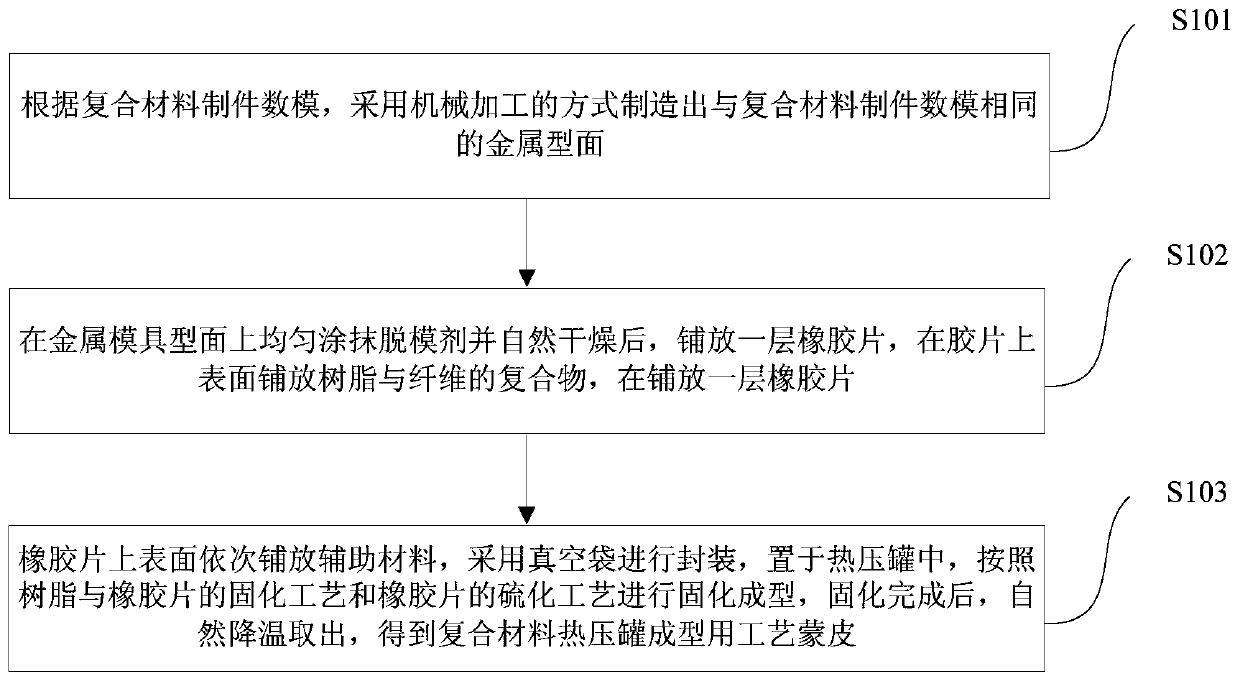
[0026] see figure 1 The second aspect of the embodiment of the present application shows a method for preparing a process skin for autoclave molding of a composite material product, the method comprising the following steps:
[0027] S101 According to the digital model of the composite material part, the same metal surface as the digital model of the composite material part is manufactured by mechanical processing;
[0028] S102 Spread a release agent evenly on the surface of the metal mold and dry it naturally, lay a layer of rubber sheet, lay a composite of resin and fiber on the upper surface of the film, and lay a layer of rubber sheet;
[0029] It is worth noting that the technical solution shown in the embodiment of the present application adds two rubber sheets, which are the bottom layer and the top layer respectively.
[0030]The process skin proposed in this application is mainly to improve the surface precision and internal quality of composite material parts. The ...
Embodiment 1
[0036] According to the digital model of the composite material part, the 45# steel is machined into the same profile as the upper surface of the composite material part, which is used as the preparation mold for the process skin. Spread the release agent evenly on the surface of the mold, and after natural drying, lay a layer of silicone rubber sheet with a thickness of 1mm. Lay a layer of carbon fiber and epoxy resin composite on the silicone rubber sheet by hand lay-up process, and place a layer of silicone rubber sheet with a thickness of 1mm on top of the composite. Lay isolation film, release cloth, air felt and other auxiliary materials on the upper surface of the rubber sheet in turn, use vacuum bags to package, place in an autoclave, and follow the curing process of the resin and rubber sheet and the vulcanization process of the rubber sheet Carry out curing molding. After the curing is completed, the temperature is naturally lowered to below 60°C and taken out to ob...
Embodiment 2
[0038] According to the digital model of the composite material part, the 45# steel is machined into the same profile as the upper surface of the composite material part, which is used as the preparation mold for the process skin. Spread the release agent evenly on the mold surface, after natural drying, lay a layer of silicon rubber sheet with a thickness of 1.5mm, and lay a layer of carbon fiber / epoxy resin prepreg with a mass of 200 grams per unit area on top of it Material and a layer of silicon rubber sheet with a thickness of 1.5mm. Lay isolation film, release cloth, air felt and other auxiliary materials on the upper surface of the rubber sheet in turn, use vacuum bags to package, place in an autoclave, and follow the curing process of the resin and rubber sheet and the vulcanization process of the rubber sheet Carry out curing molding. After the curing is completed, the temperature is naturally lowered to below 60°C and taken out to obtain a technical skin for composi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More